



Заказчик: Борский механический завод – крупный производитель деталей методом литья и последующей механической обработки.
Одно из основных направлений нашей компании - изготовление модельной оснастки для литья по технологии ХТС.
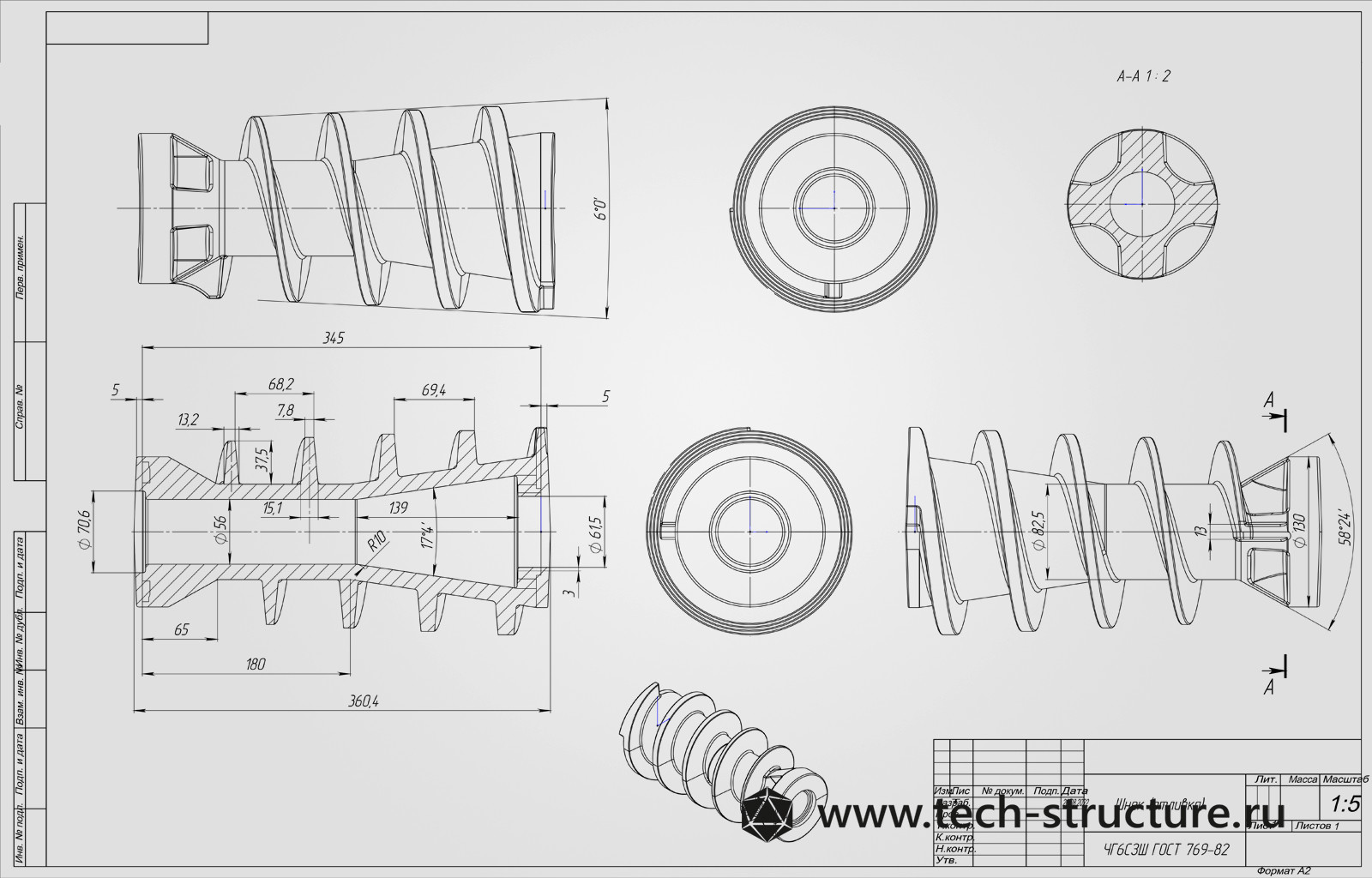
Перед нами стояла задача разработать и изготовить литейную оснастку для отливки шнека. Основанием для разработки является чертеж отливки.
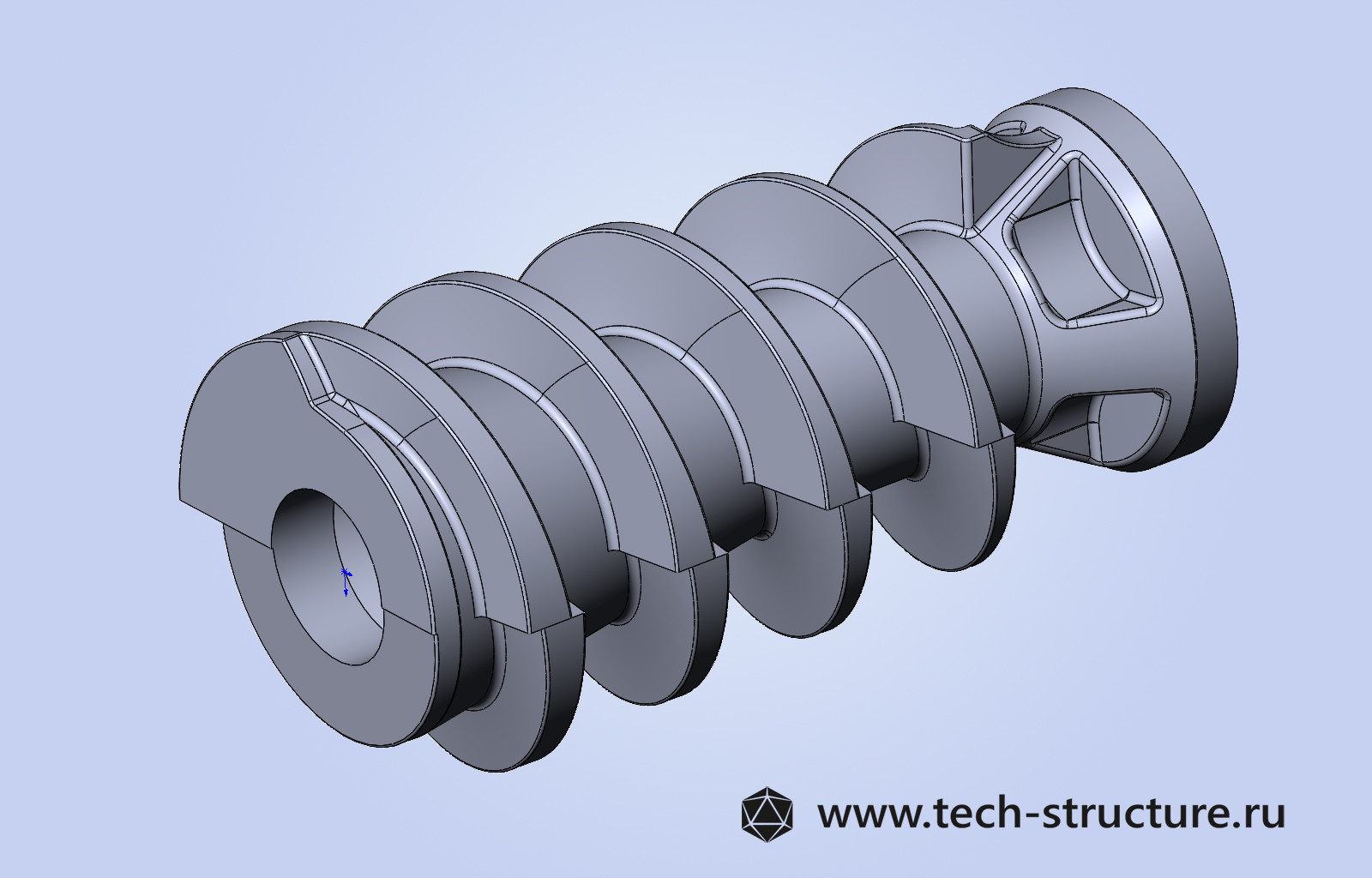
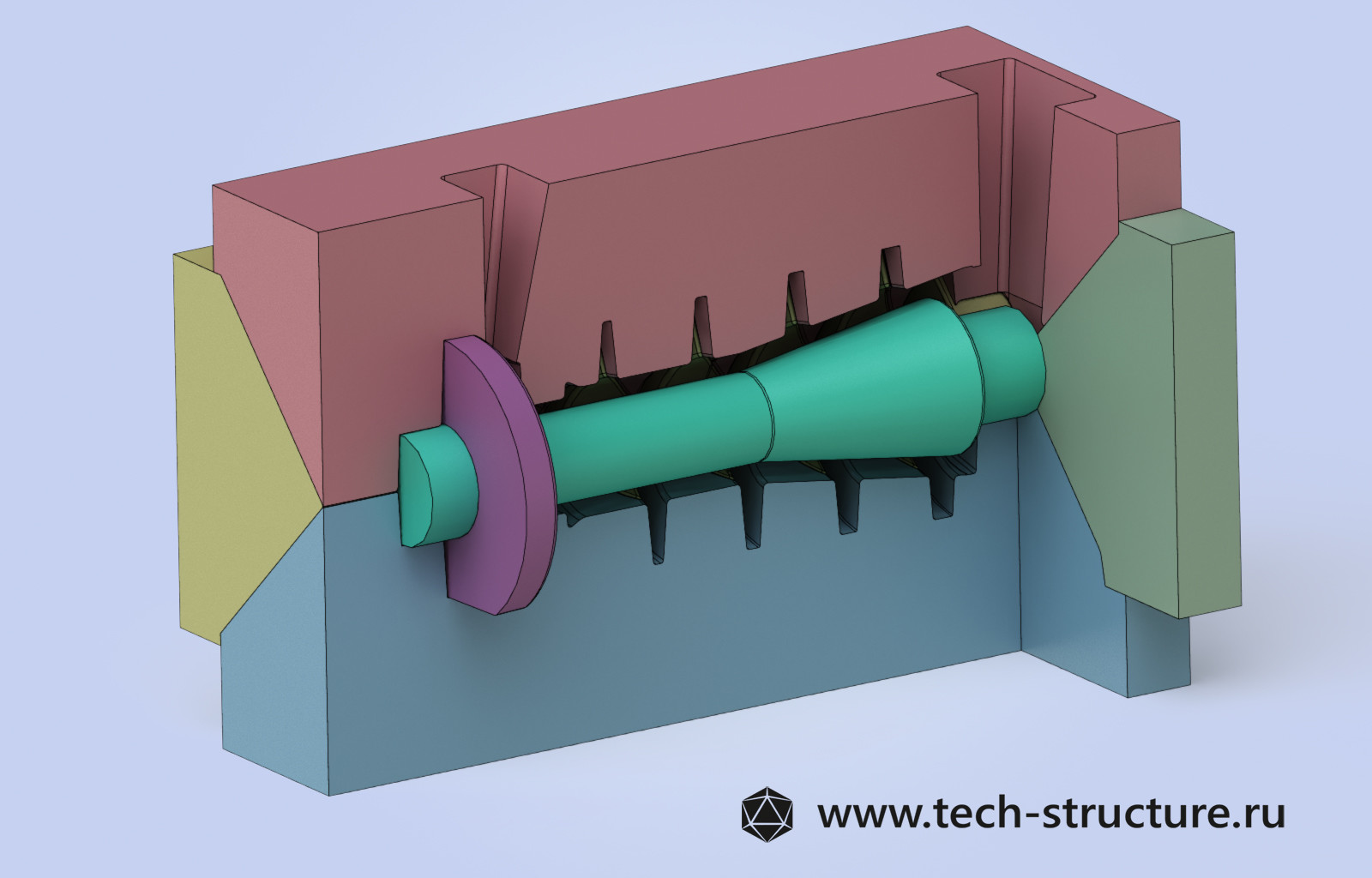
На первом этапе разрабатываем 3D модель шнека в твердом теле для определения уклонов и разбивки на части, которые не будут иметь поднутрений и позволят форме из ХТС сняться с моделей.
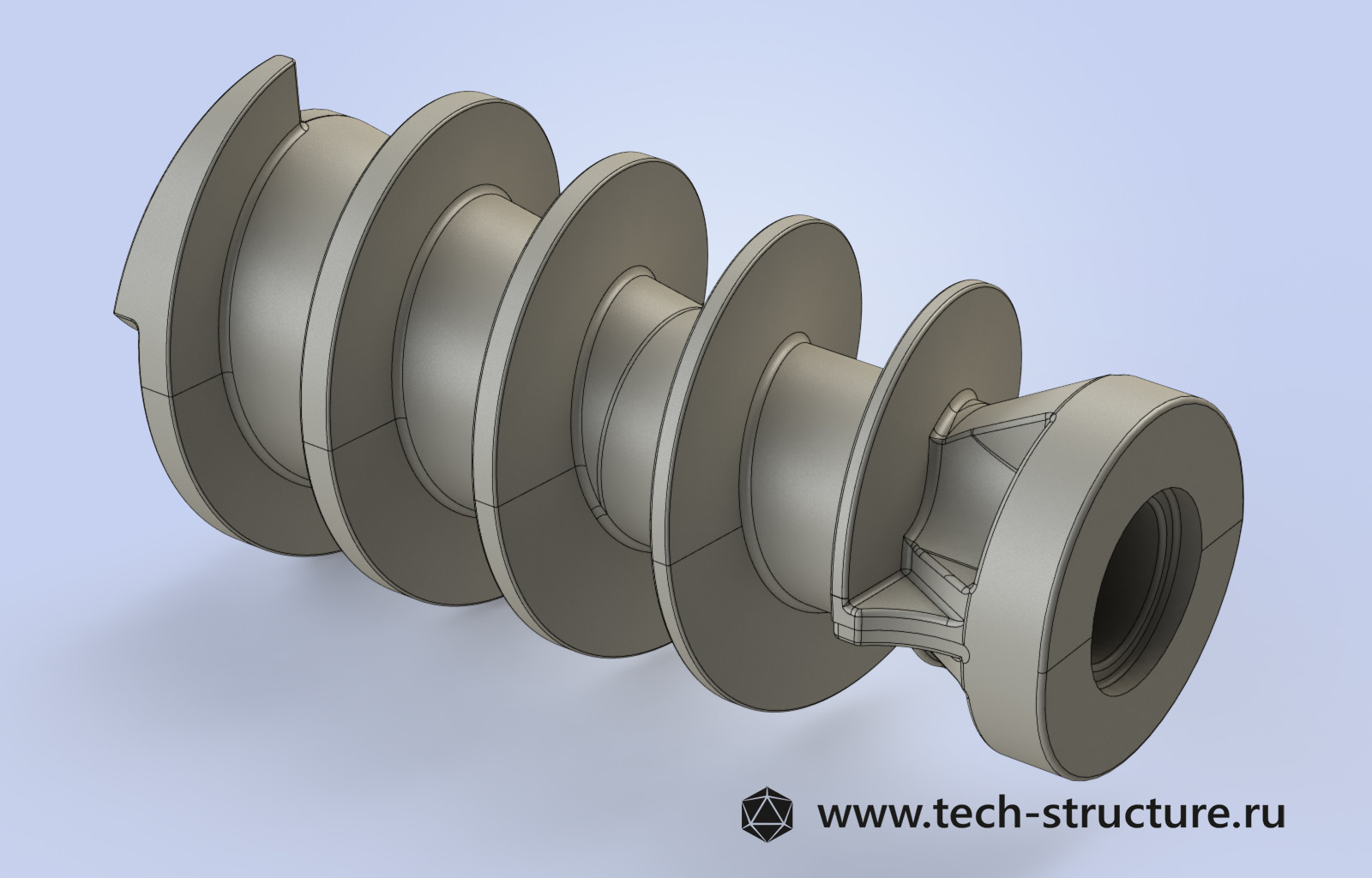
Шнек имеет очень сложную геометрию: лопасти шнека меняют и свой диаметр и толщину. Изготовить литейную оснастку из двух или даже четырех полуформ по плоской линии разъема не представляется возможным, т.к. углы уклона наружной внутренней части лопасти смещены почти на 85 градусов. Таким образом нужно либо разбивать оснастку для формирования наружного контура на более чем 72 части, либо упрощать форму отливки. Разбивка на большое количество форм является нецелесообразным, т.к. увеличит трудоемкость изготовления форм из ХТС в десятки раз, и сделает проект экономически невыгодным.
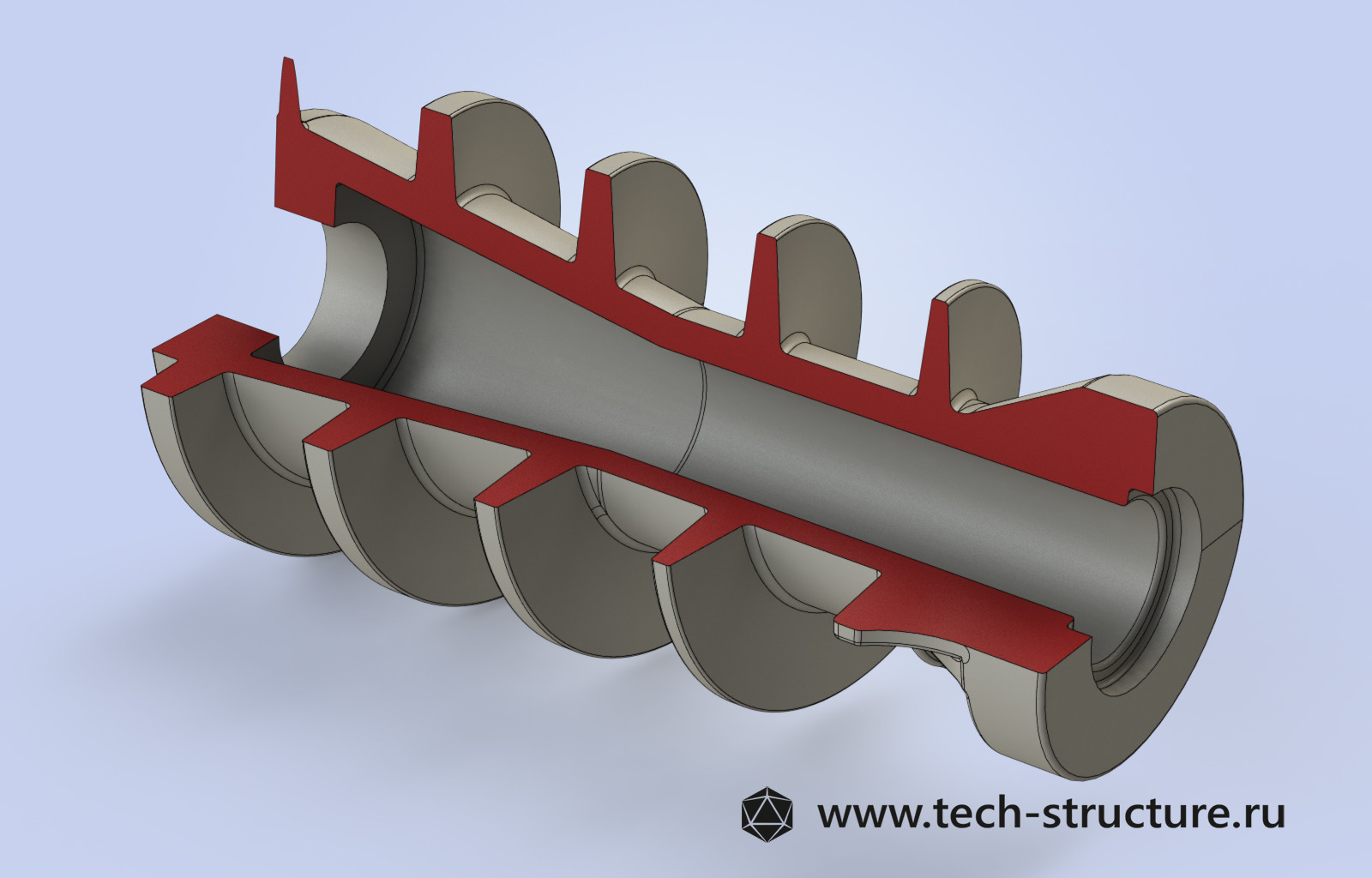
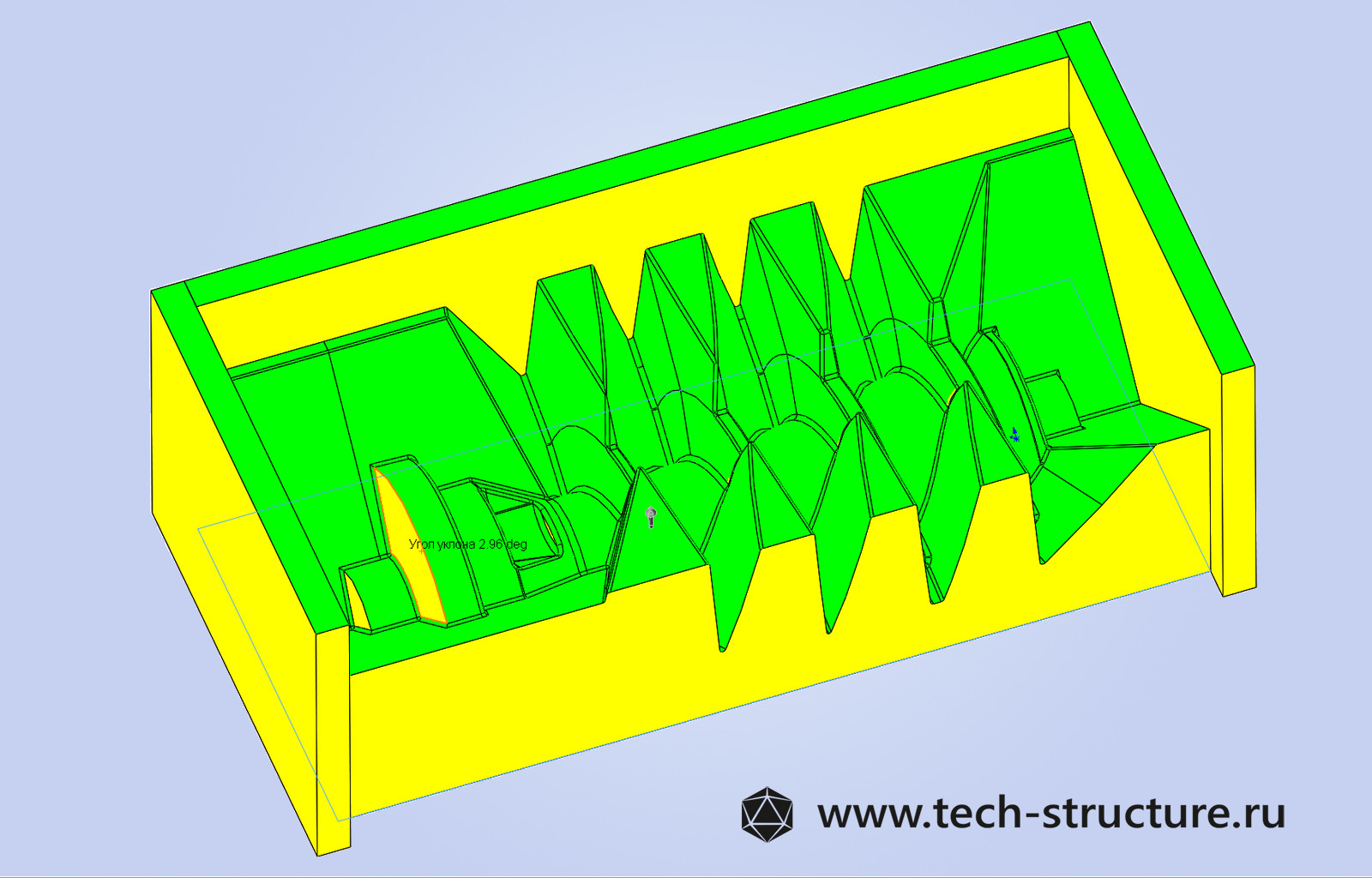
Поэтому заказчику был предложен вариант с двумя полуформами и стержнем, что соответствует 3 группе сложности.
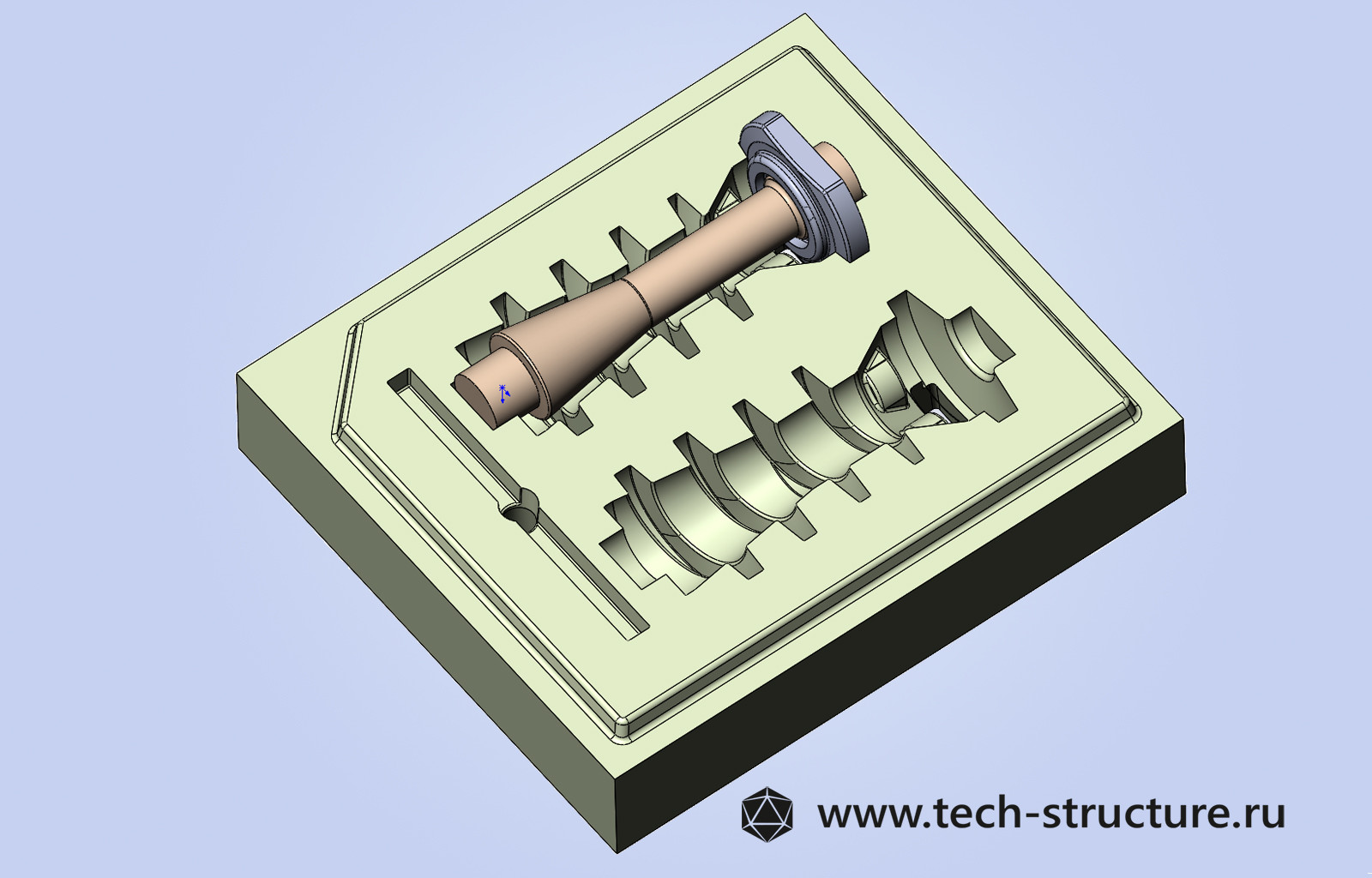
Однако в таком случае профиль в местах сочленеия формы будет утолщен и потребуется длительная дополнительная обработка отливки. Что также приведет к существенному удорожанию шнека.
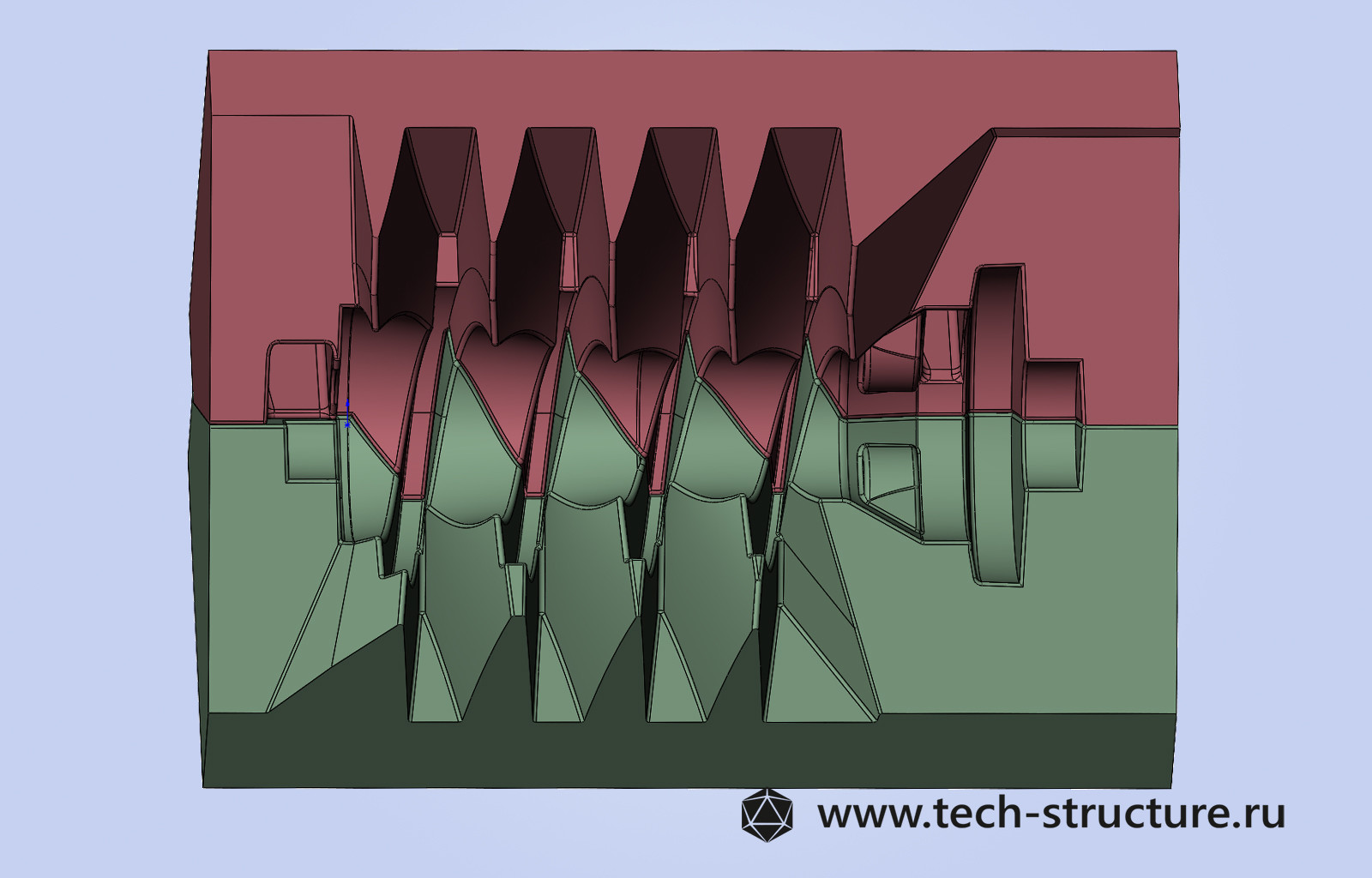
На картинке выше видно как лопасть шнека смещается в месте стыка полуформ. Такой вариант заказчика также не устроил.
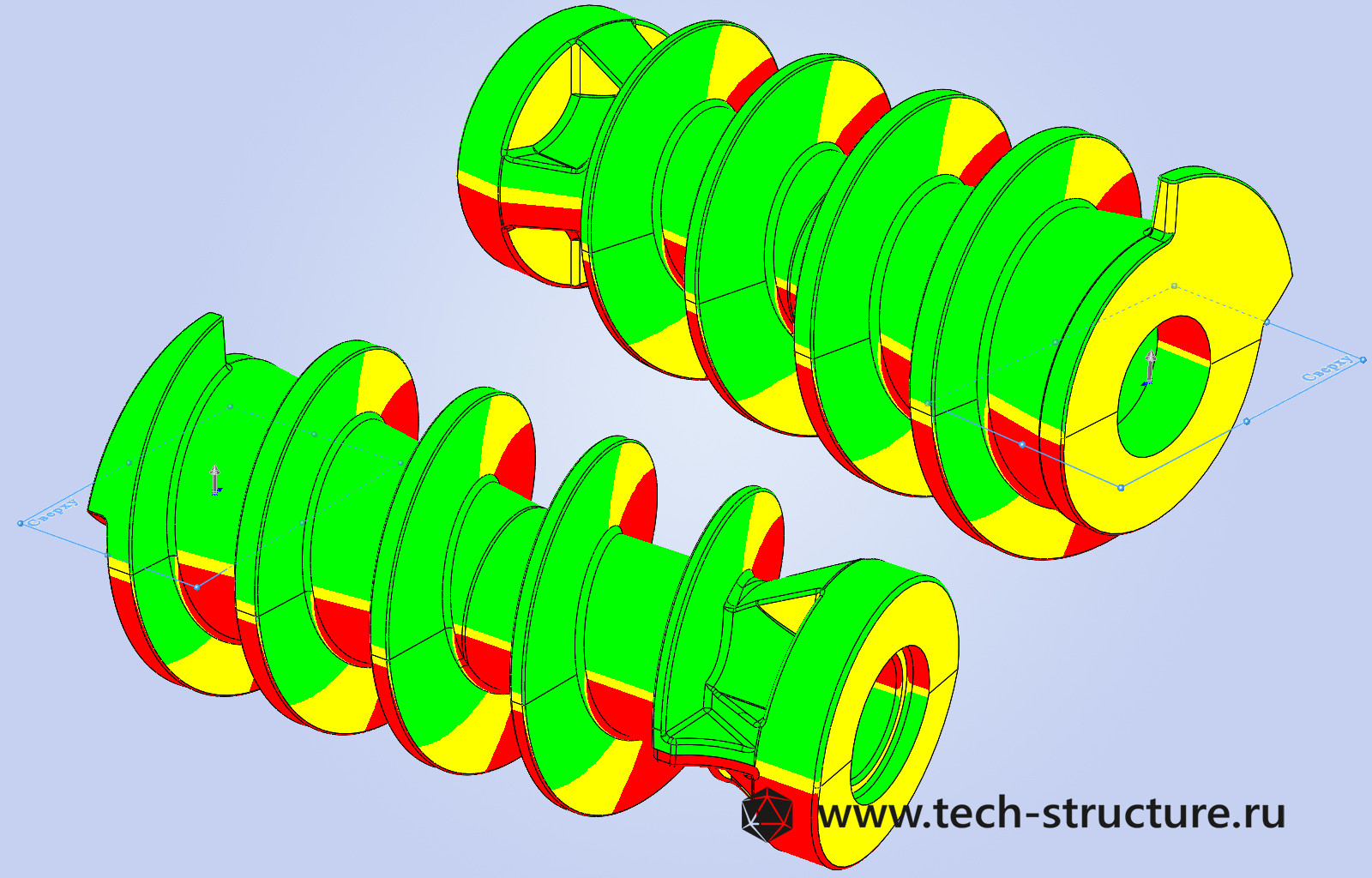
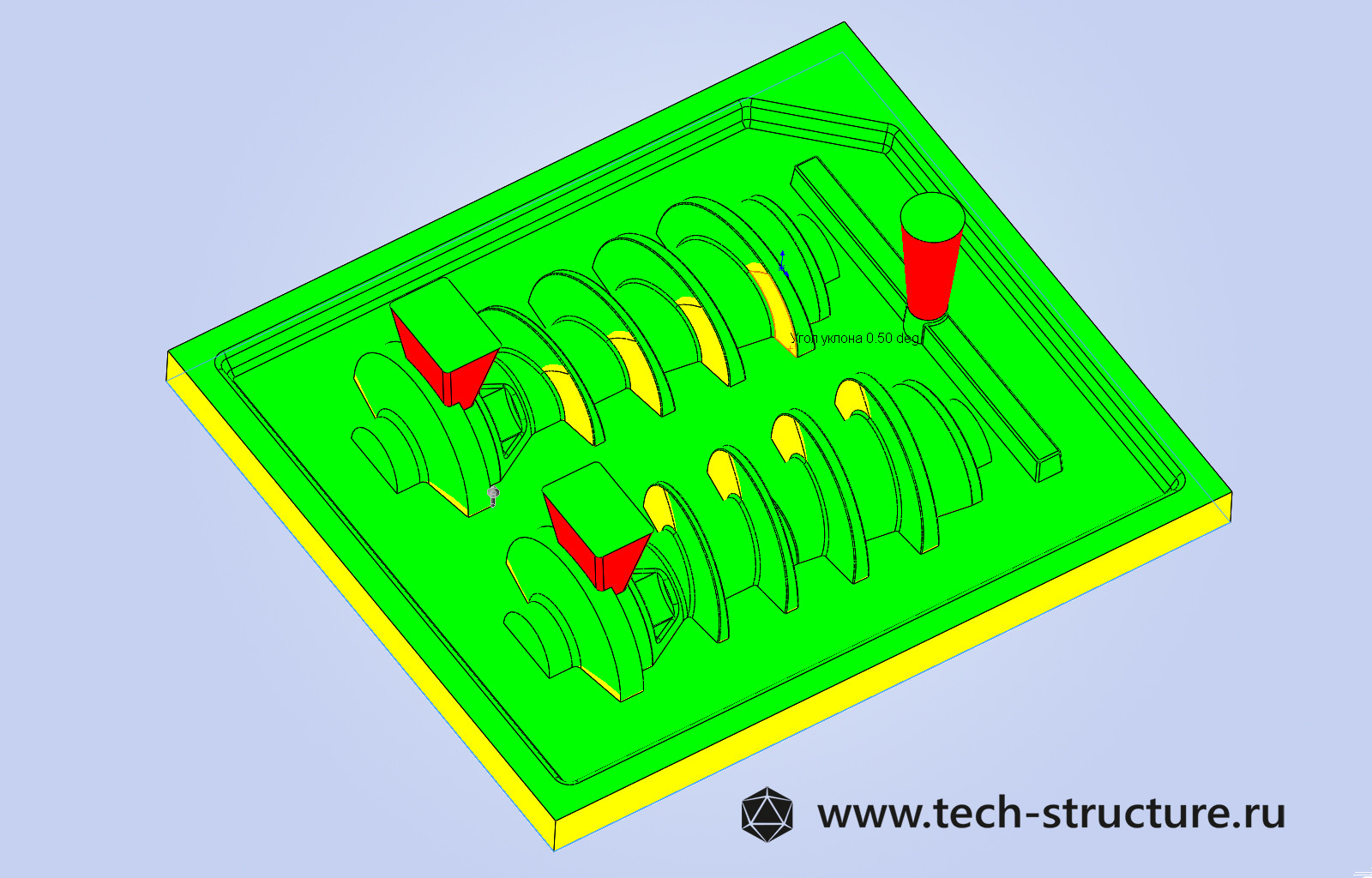
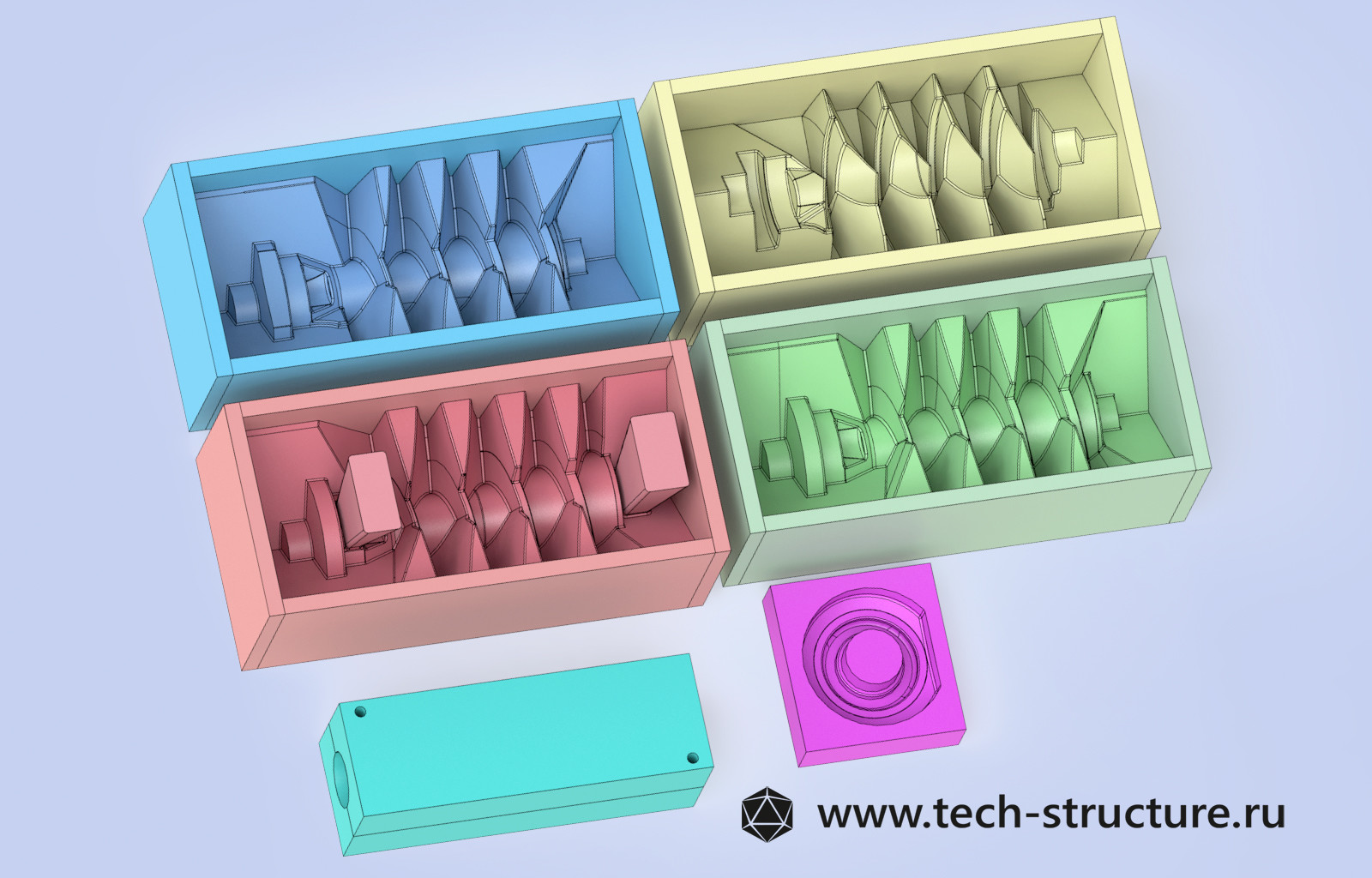
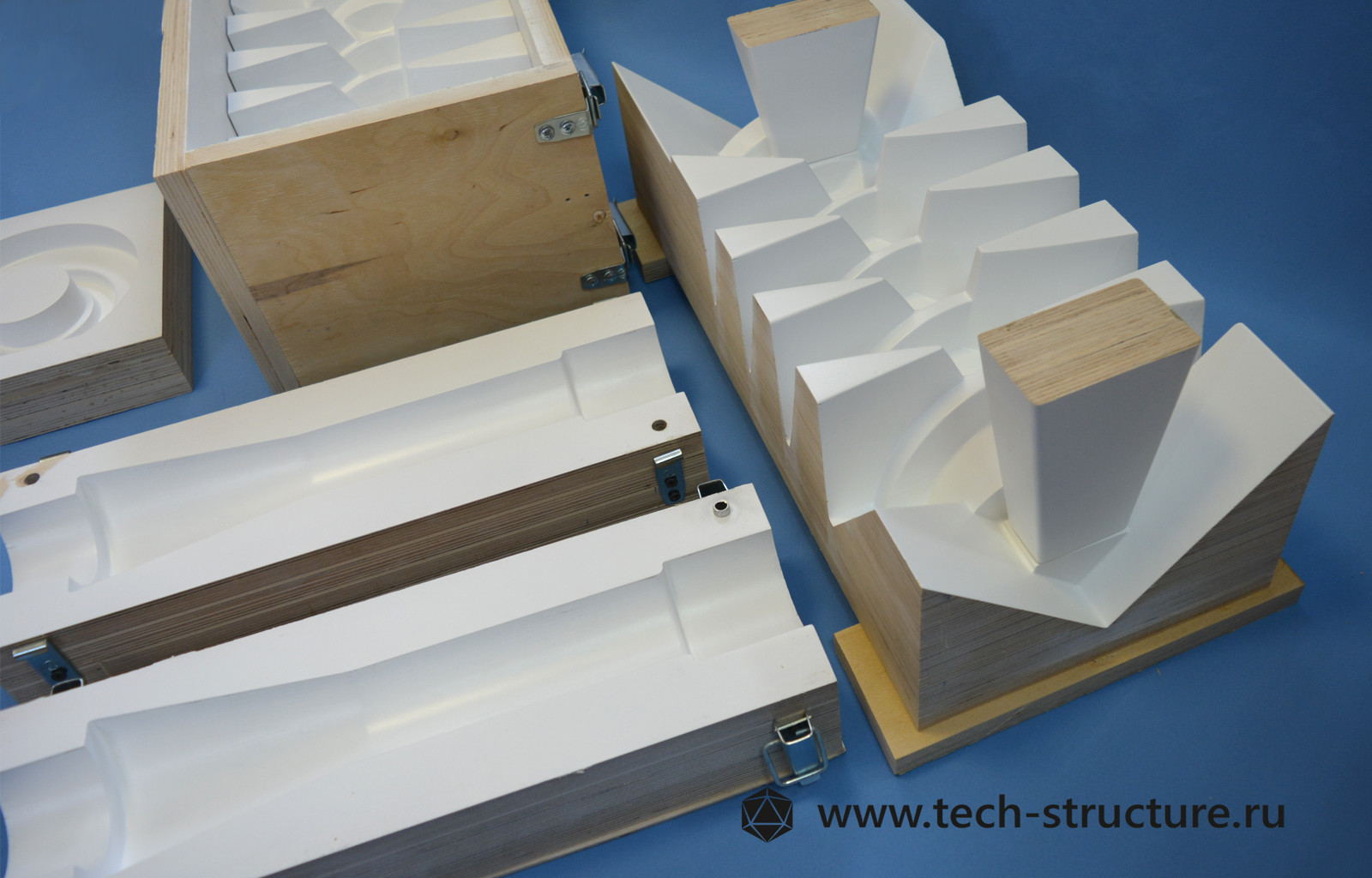
И нами было принято решение разделить модельную оснастку для формирования наружного контура отливки шнека на 4 части, однако, в данном случае мы были вынуждены использовать криволинейную плоскость разъема. Это позволит без потери геометрии получить качественную отливку, но сильно усложняет процесс разработки и производства самой оснастки.
Большая стоимость оснастки позволит сократить время, трудозатраты и в итоге конечную стоимость продукции.
На 1/4 оснастки будет формоваться четверть наружного контура лопасти и смещенная на 85 градусов часть внутреннего контура лопасти. Такой подход позволит изготовить оснастку без обратных уклонов и в тоже время оставляет возможность простой сборки форм из ХТС.
Каждый стык, между каждым витком, в каждой четверти, простраивается индивидуально, т.к. в шнеке изменяется внутренний диаметр и толщина лопасти. Таким образом оснастка переходит из 3 группы сложности сразу в пятую.
Литейную оснастку изготавливаем из фанеры на фрезерных станках.
Модели изготавливаются в опочном исполнении. Ящики разборные, съемные литники.
Литниковую систему согласовываем с заказчиком, и делаем на основании его предыдущего опыта.
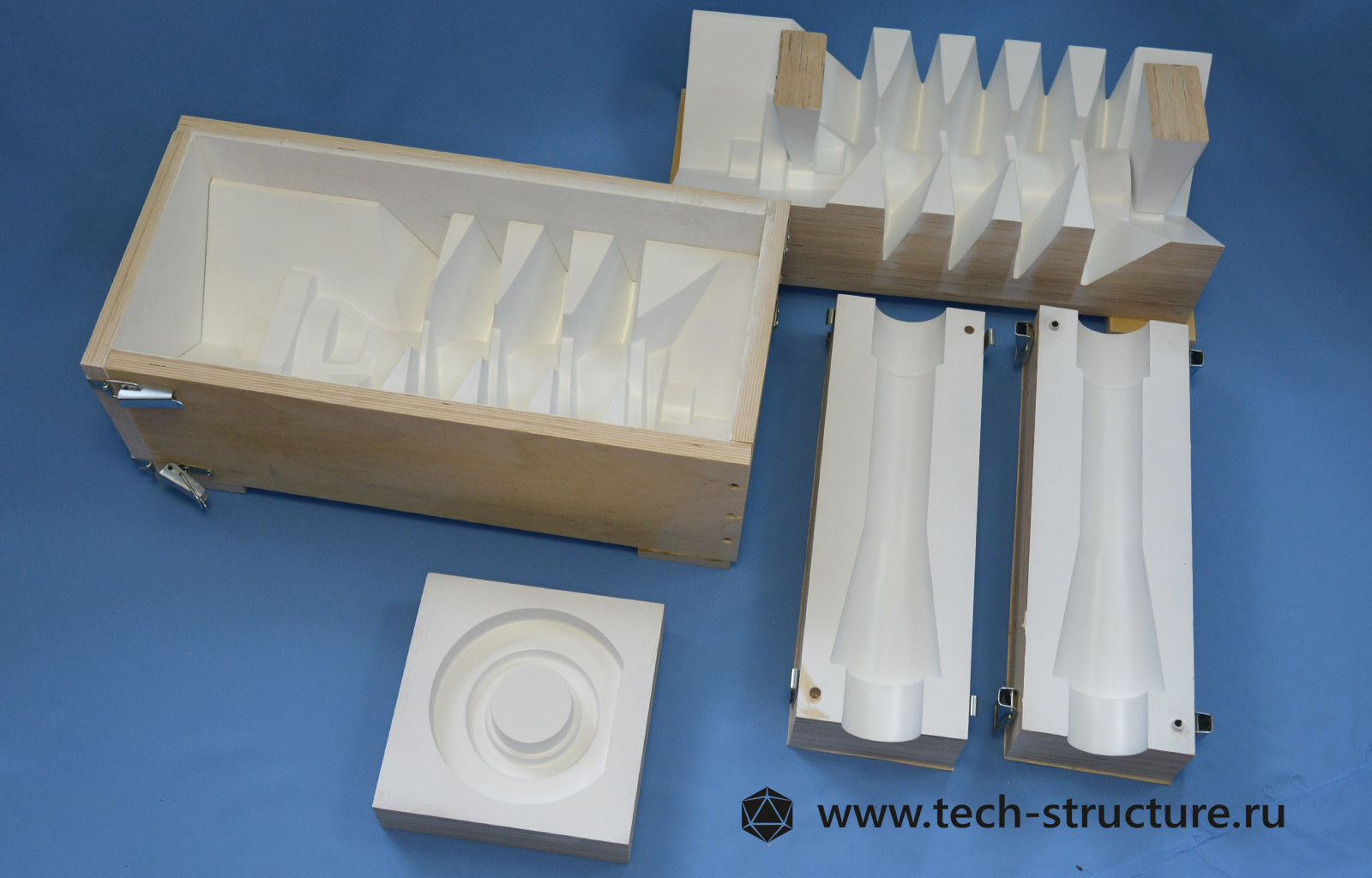

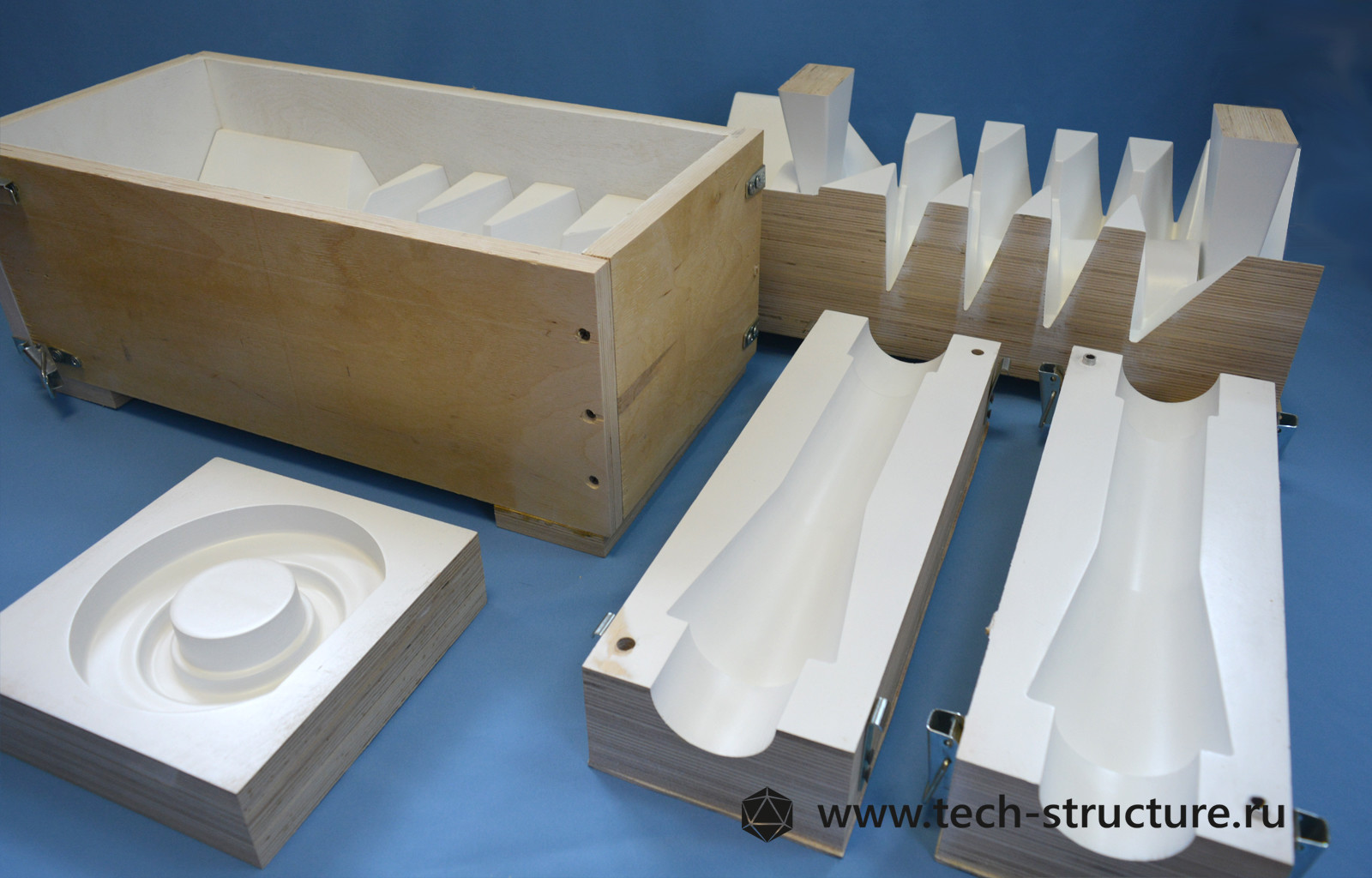
Полный комплект литейной оснастки состоит из четырех полуформ и двух стержней.
Полученная у заказчика отливка с нашей модельной оснастки.
