



-
 office@tc-str.ru
office@tc-str.ru
-
 +7 (495) 294-64-01 (Москва)
+7 (495) 294-64-01 (Москва)
-
+7 (4852) 68-10-17 (Ярославль)
Технический центр "Структура" занимается изготовлением литейной оснастки для литья чугуна. Чугунное литье применяется для изготовления малых архитектурных форм: скамеек, столбов, фонарей, урн, качелей.
Современный и технологичный способ литья чугуна - литьё в холодно-твердеющие смеси (ХТС). Для данного способа литья изготавливаются специальные формы - модельно-литейная оснастка. В формы засыпается ХТС и твердеет, и уже после этого собирается песчаная форма, в которую заливается расплавленный чугун. Песчаная форма одноразовая, после отливки она разбивается и из неё вытаскивается готовая отливка. После литья удаляются литники, заготовка зачищается и подвергается дополнительной чистовой обработке.
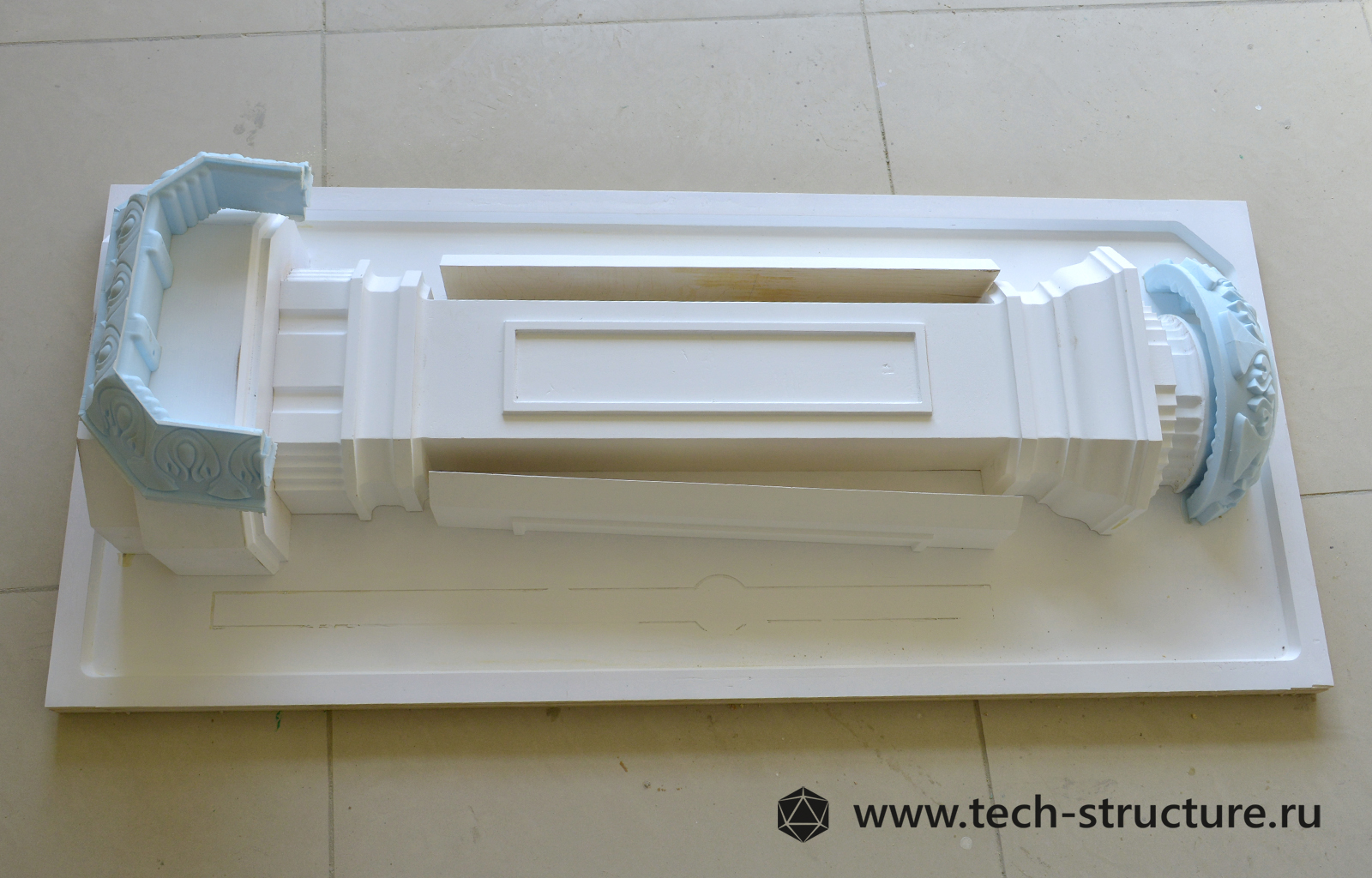
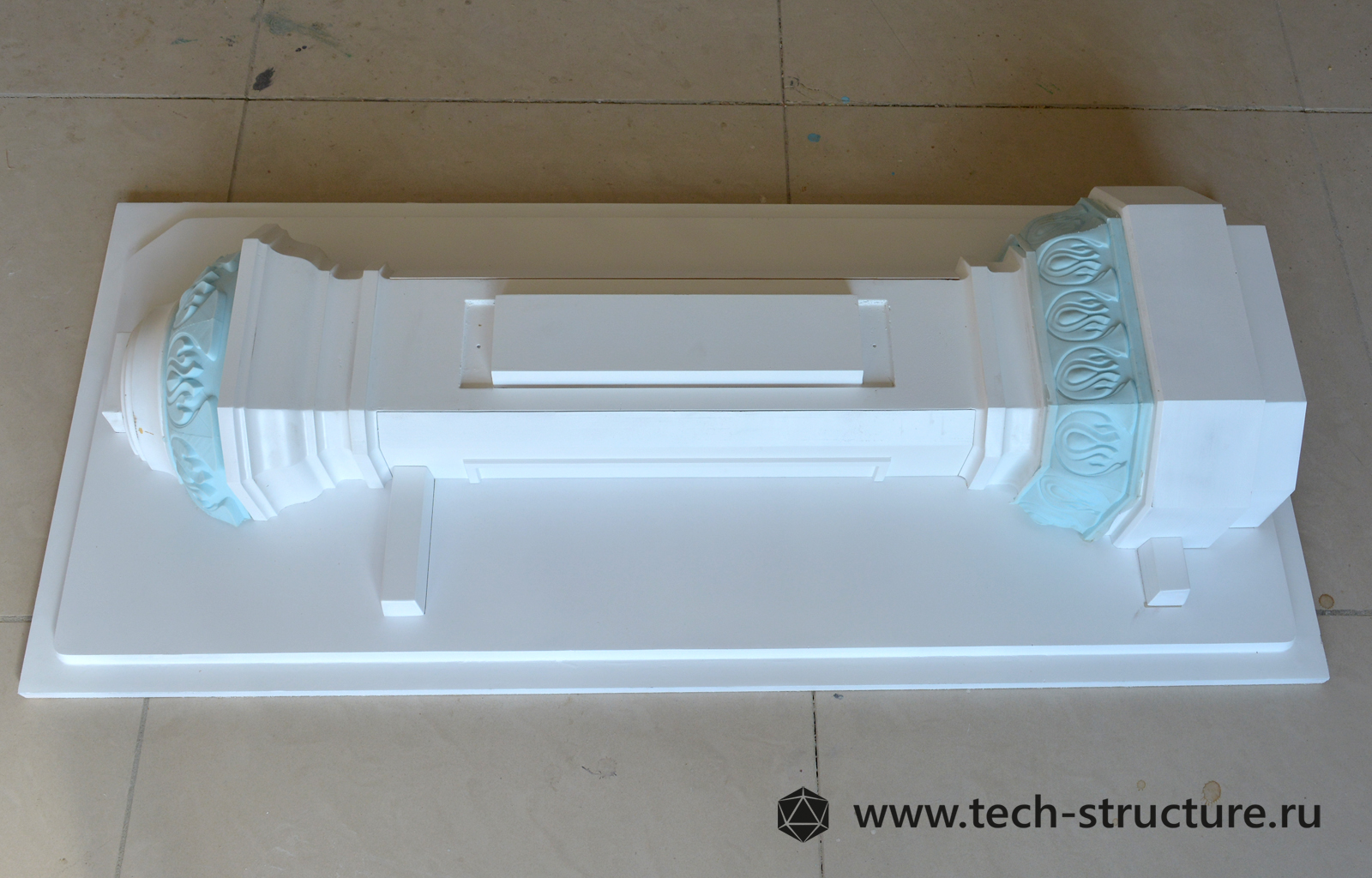
В данном случае перед нами стояла задача изготовить модельную оснастку для литья основания фонарного столба. Основание столба состоит из двух частей: база и тумба.
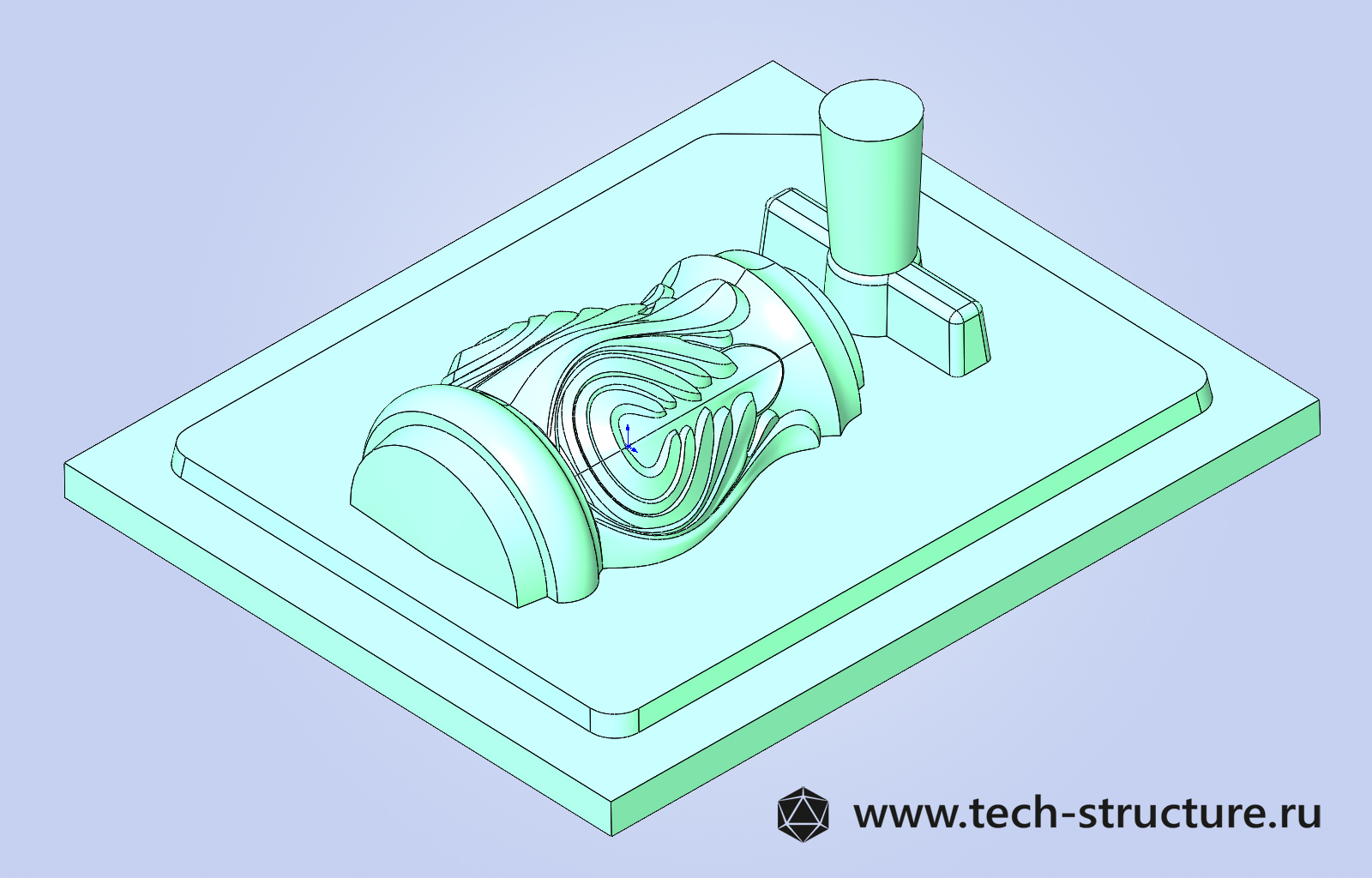
На первом этапе изготовления модельной оснастки разрабатывается 3D модель готового изделия.
Основанием для разработки служили фотографии того, что должно получится в итоге.



На данных фото мало что понятно, поэтому ищем в интернете подобные изделия, внимательно изучаем узоры и строим твердотельную 3D модель готового изделия. Параметрическая (твердотельная) 3D модель позволит нам составить качественную программу для обработки на ЧПУ, проверить обратные уклоны, которые могут помешать при формовке ХТС, и сможем рассчитать массу и объем заливаемого металла и песка.
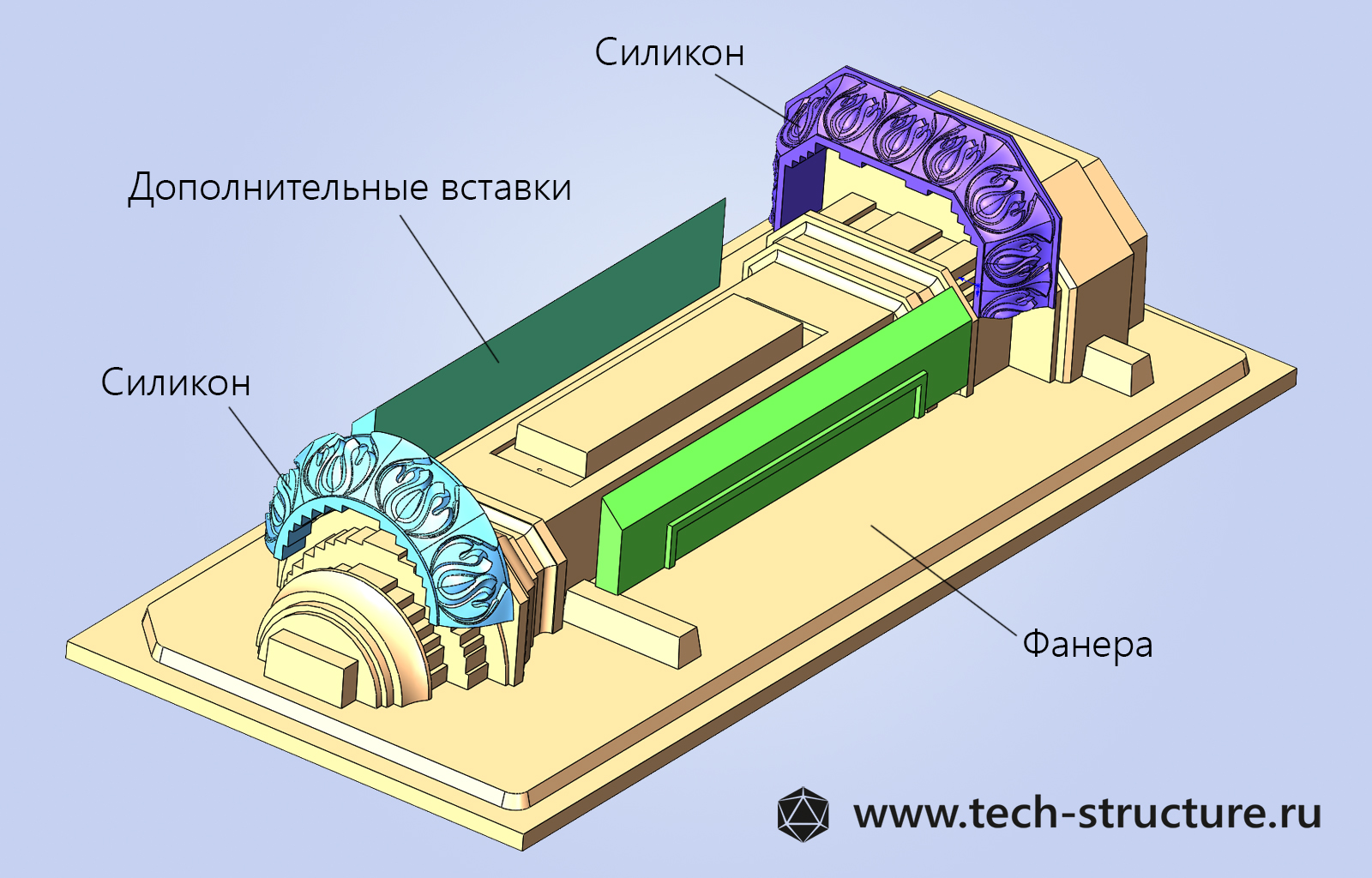
Литейную оснастку изготавливаем из фанеры. Обработку производим на станках с ЧПУ. После обработки оснастка обязательно шлифуется вручную, чтобы убрать все следы от фрезеровки, а также красится или покрывается лаком, чтобы защитить от влаги и продлить срок службы.
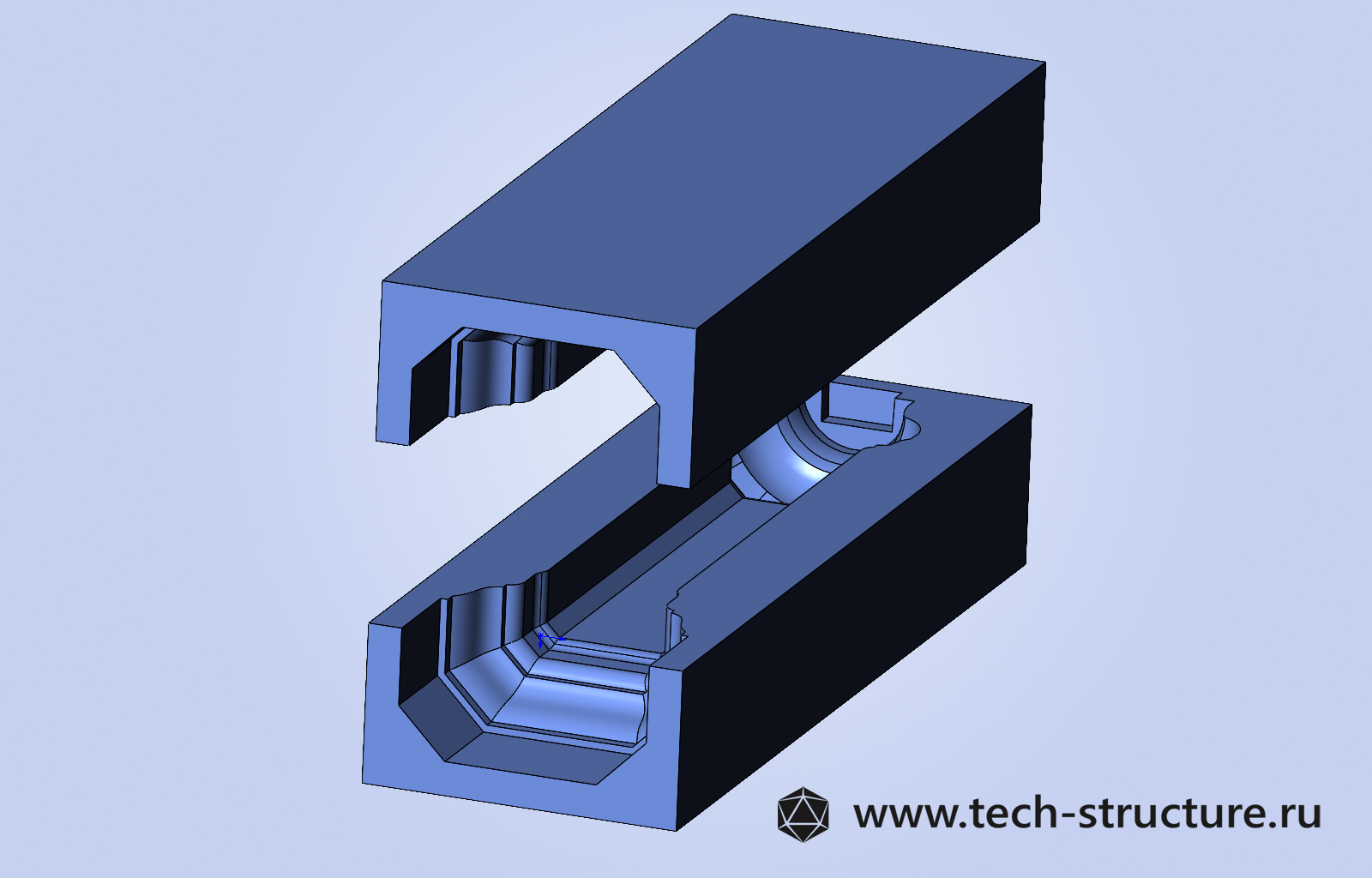
Для литья силиконовой вставки дополнительно изготавливается форма. Эта форма может заливаться многократно, и если силиконовая вставка выйдет из строя, можно изготовить её заново.









Ярославль, Москва


