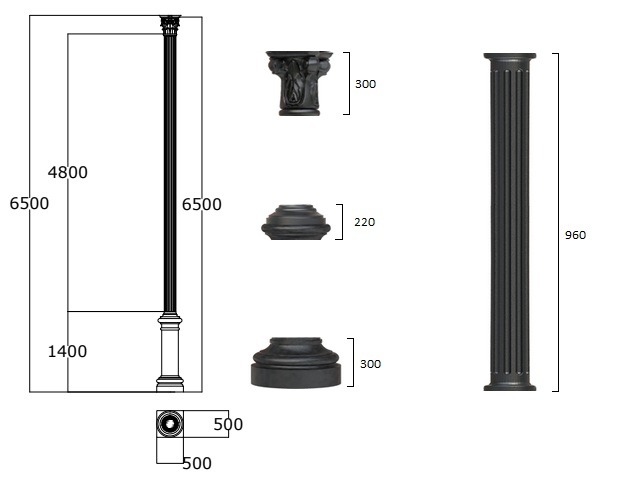
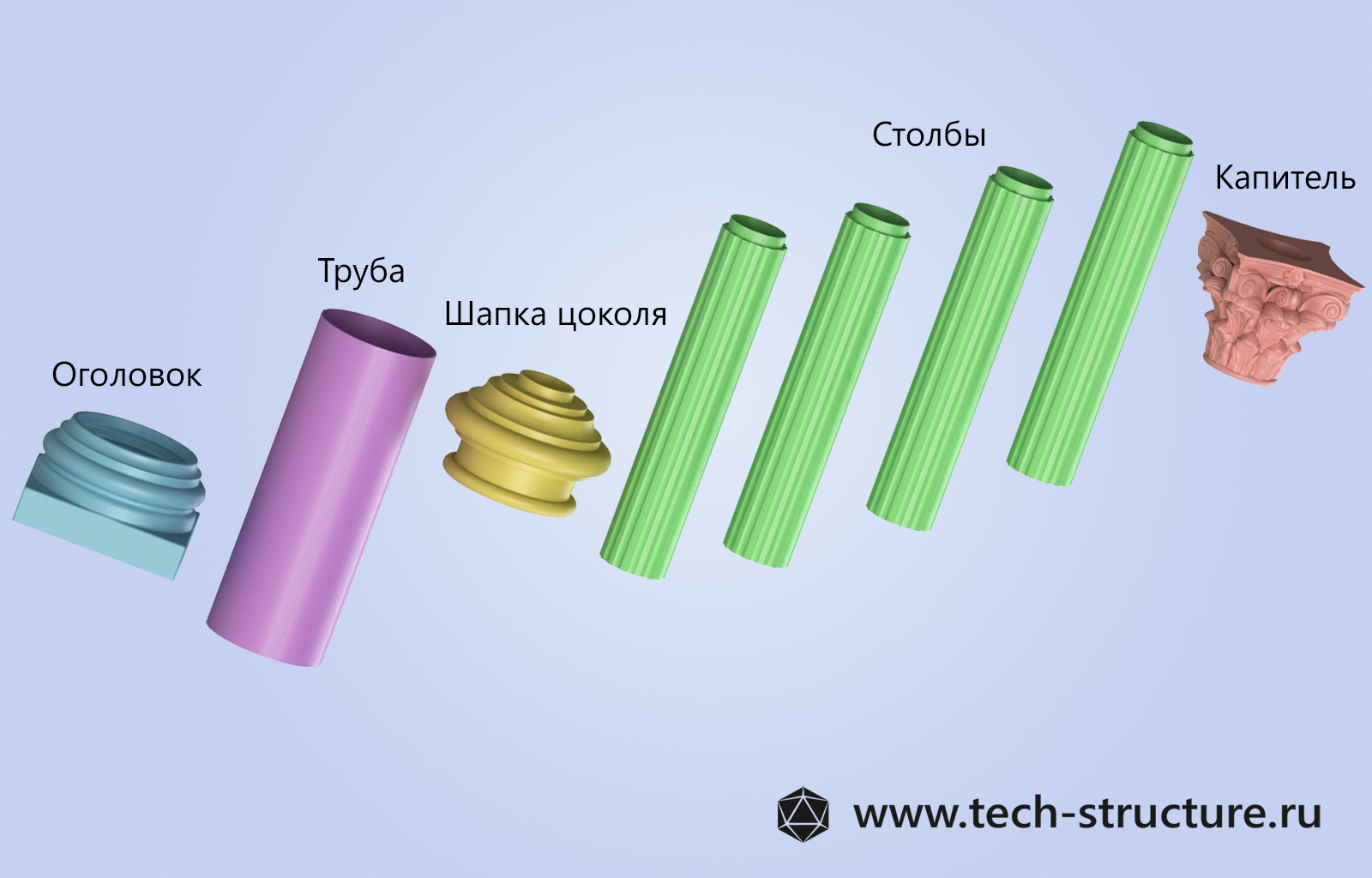
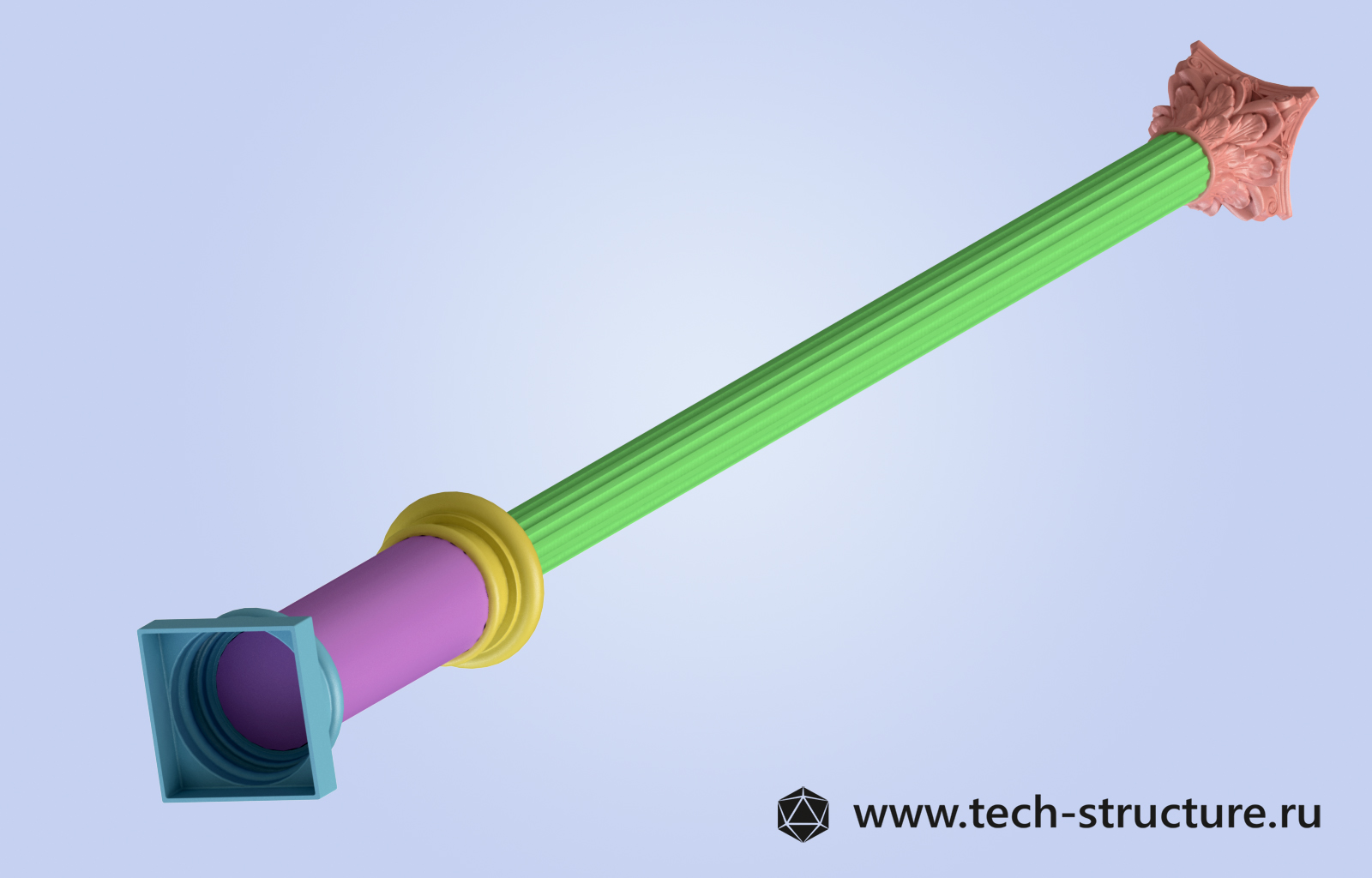
Весь комплект для изготовления колонны состоит из оголовка, шапки цоколя, четырех столбов и капители. Между оголовком и шапкой цоколя находится стандартная труба. Вся конструкция также собирается на трубу стандартного размера, которая обладает основной несущей функцией.
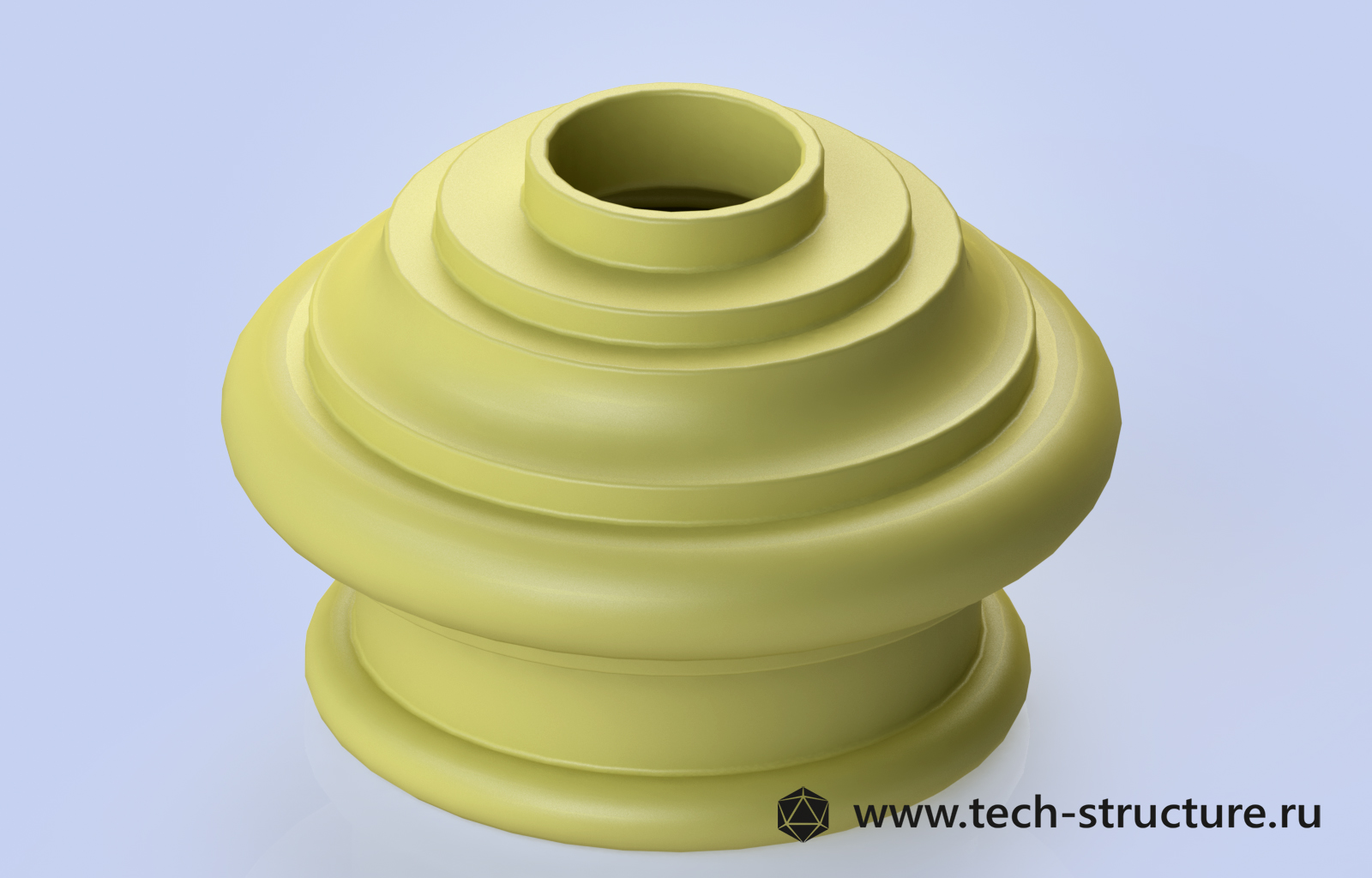


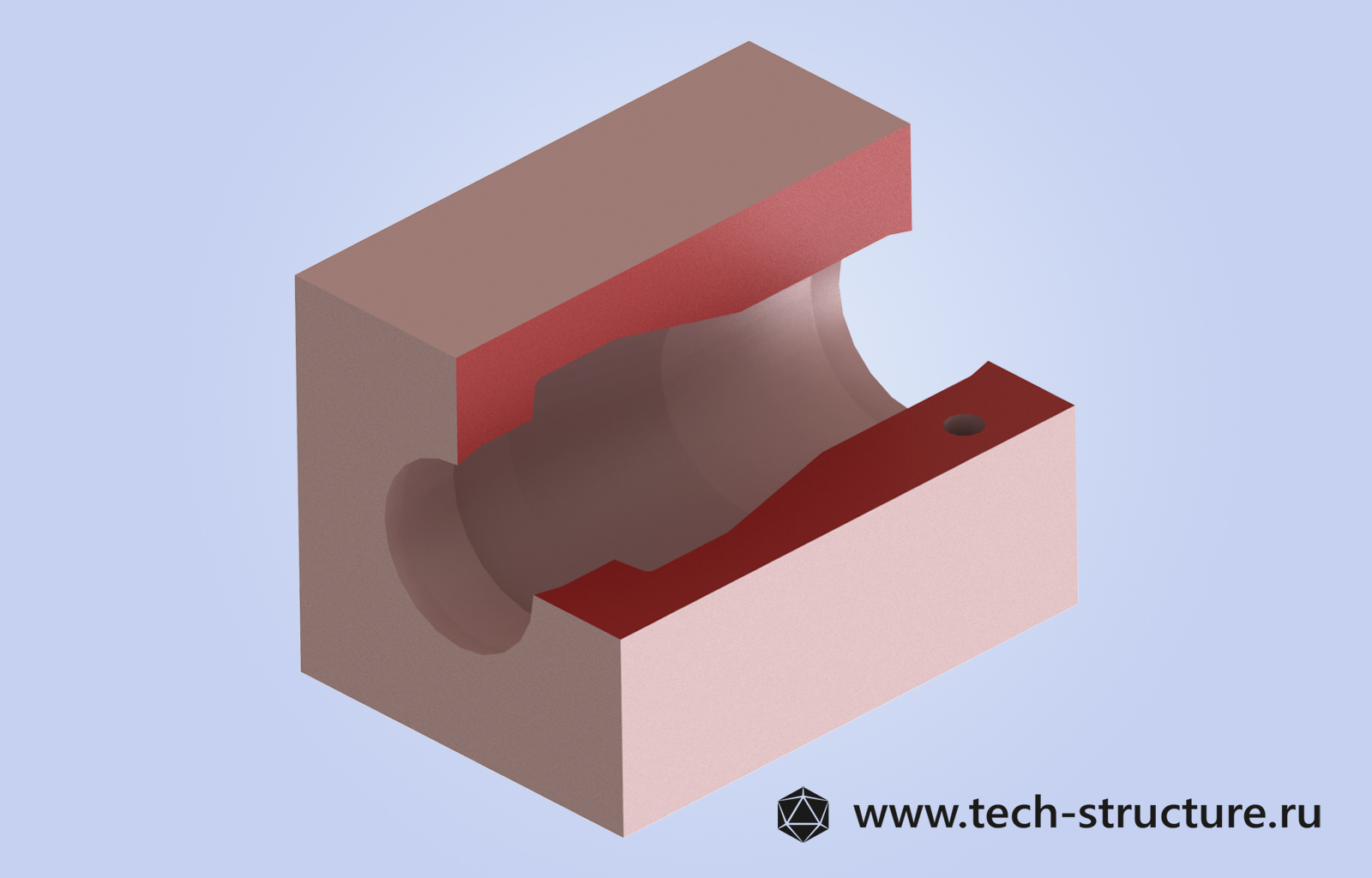
Шапка цоколя и оголовок будут отливаться в земляную форму со стрежнем из ХТС. Опоки будут использоваться стандартные, присутствующие на производстве заказчика, поэтому полуформы просто повторяют наружный контур отливки, дополнительно имея место для установки стержня. Сам стержень состоит из двух частей, крепящихся между собой с помощью штифтов и застежек.
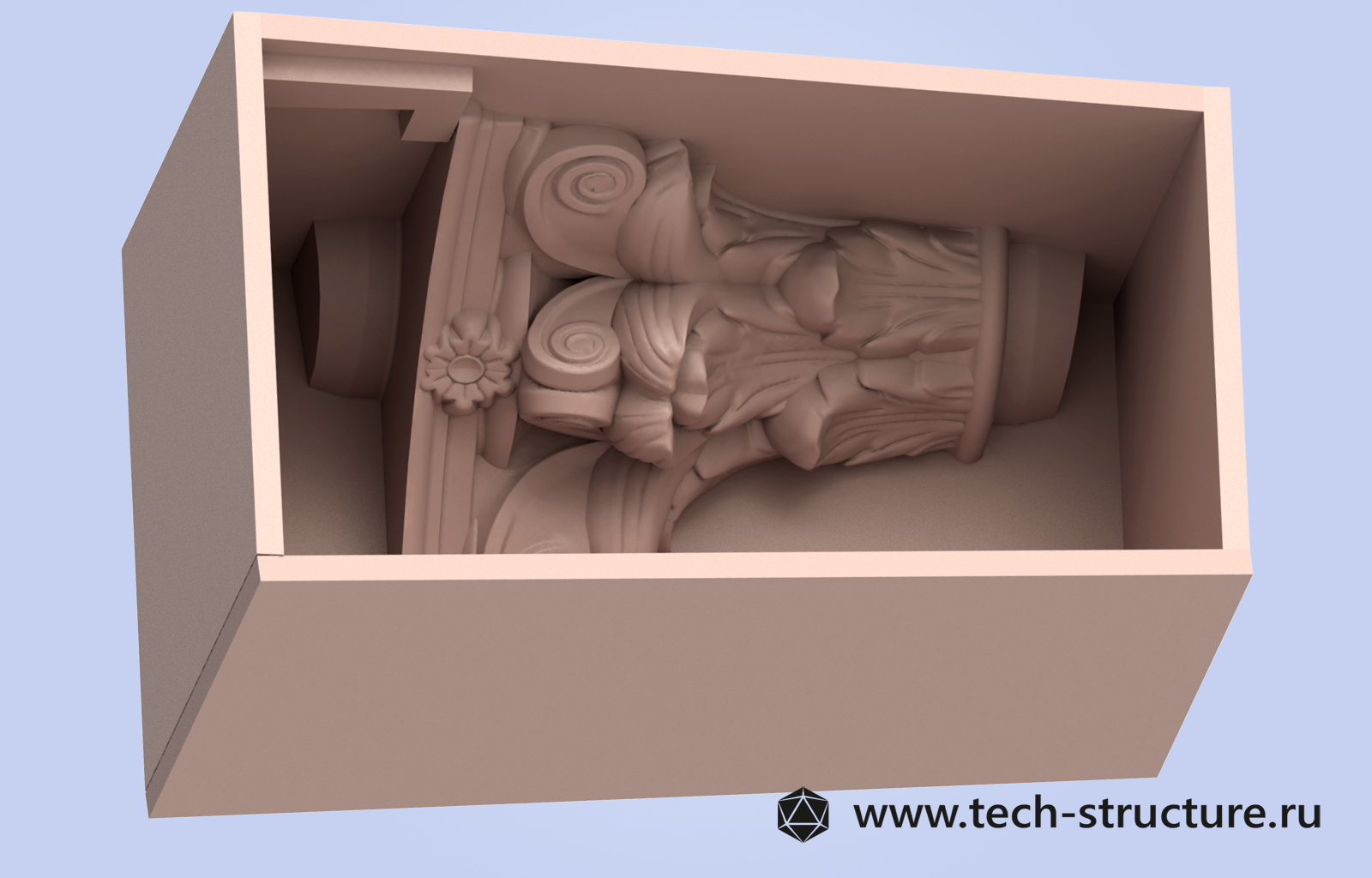
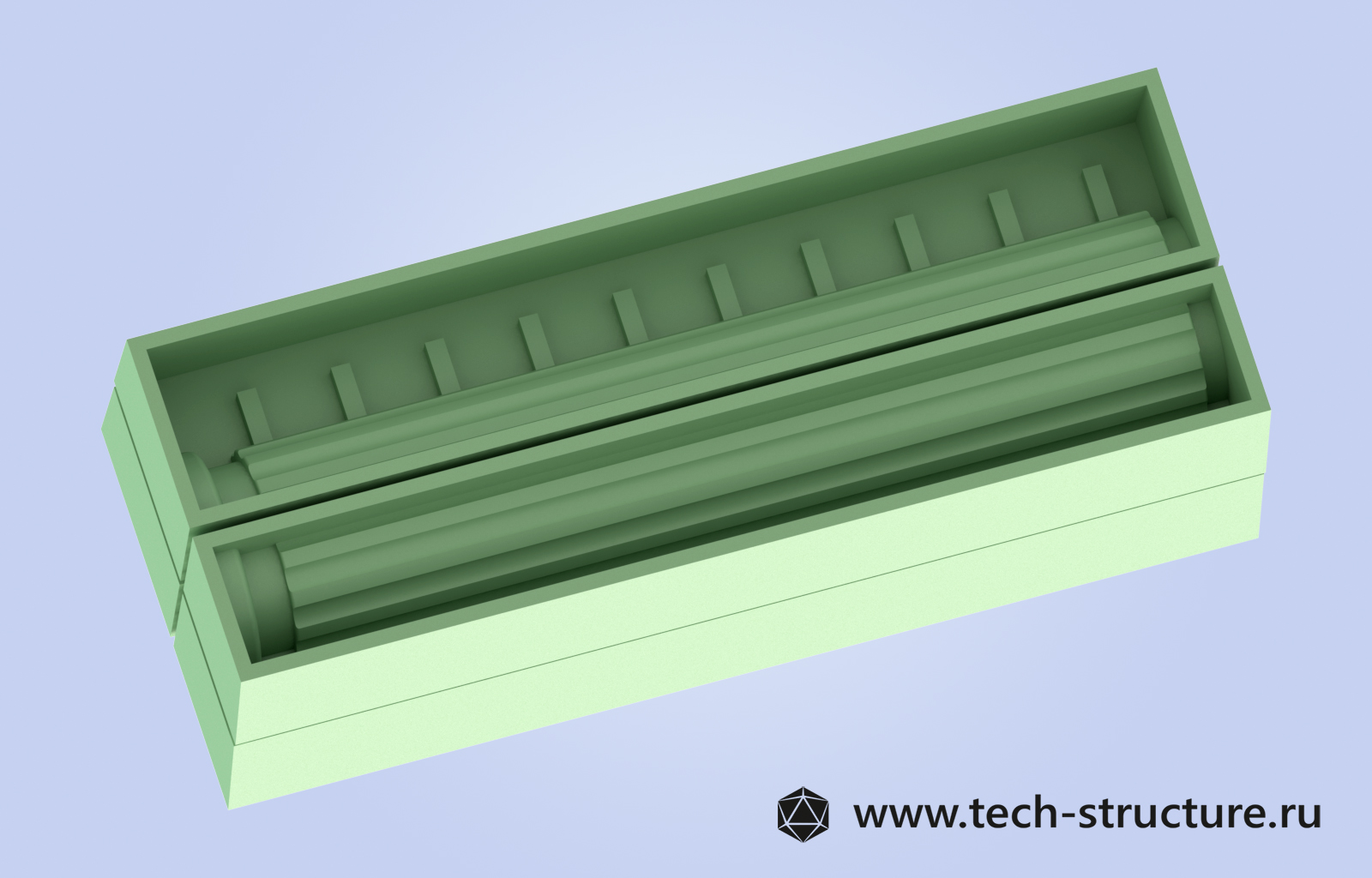
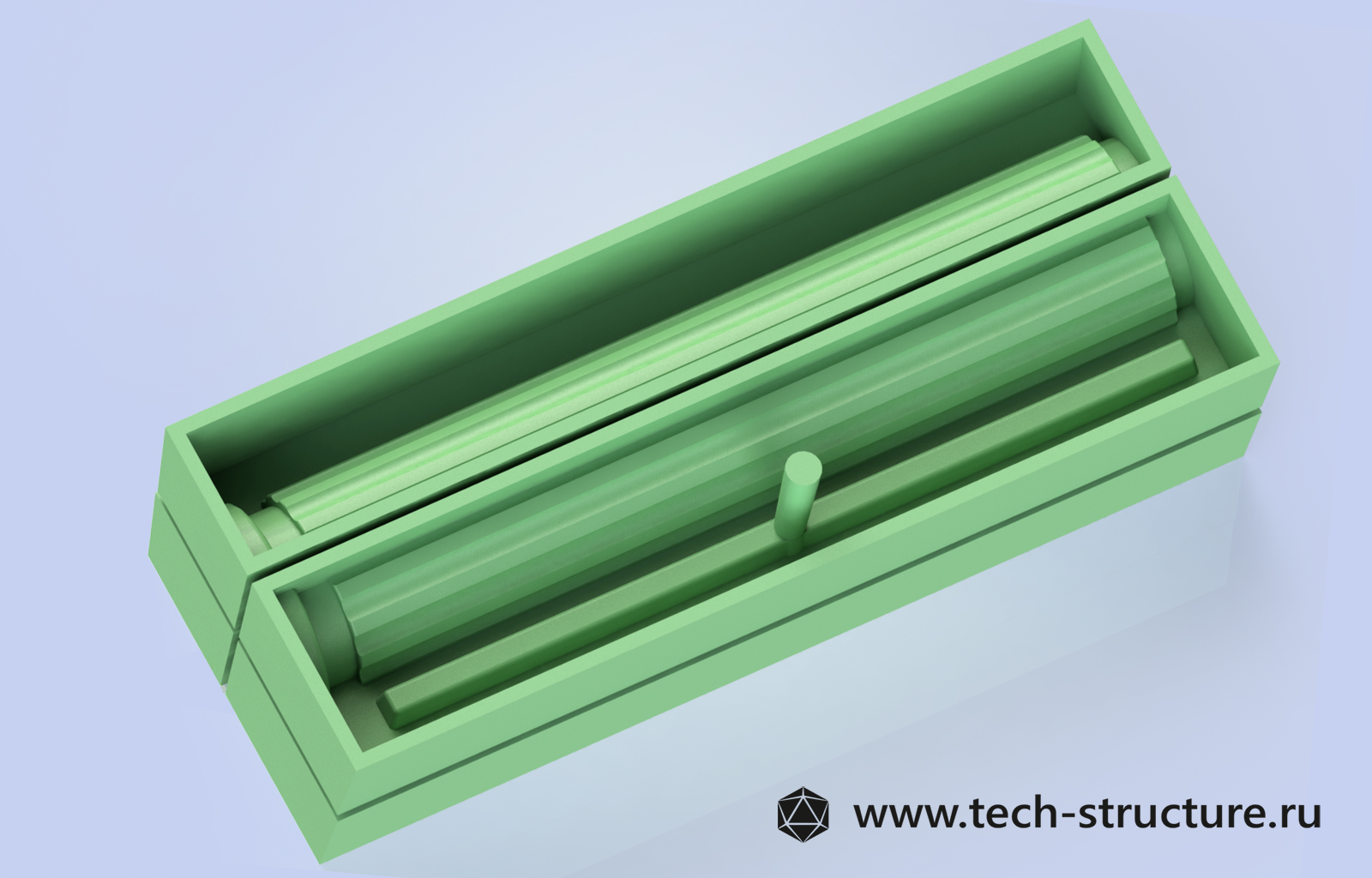
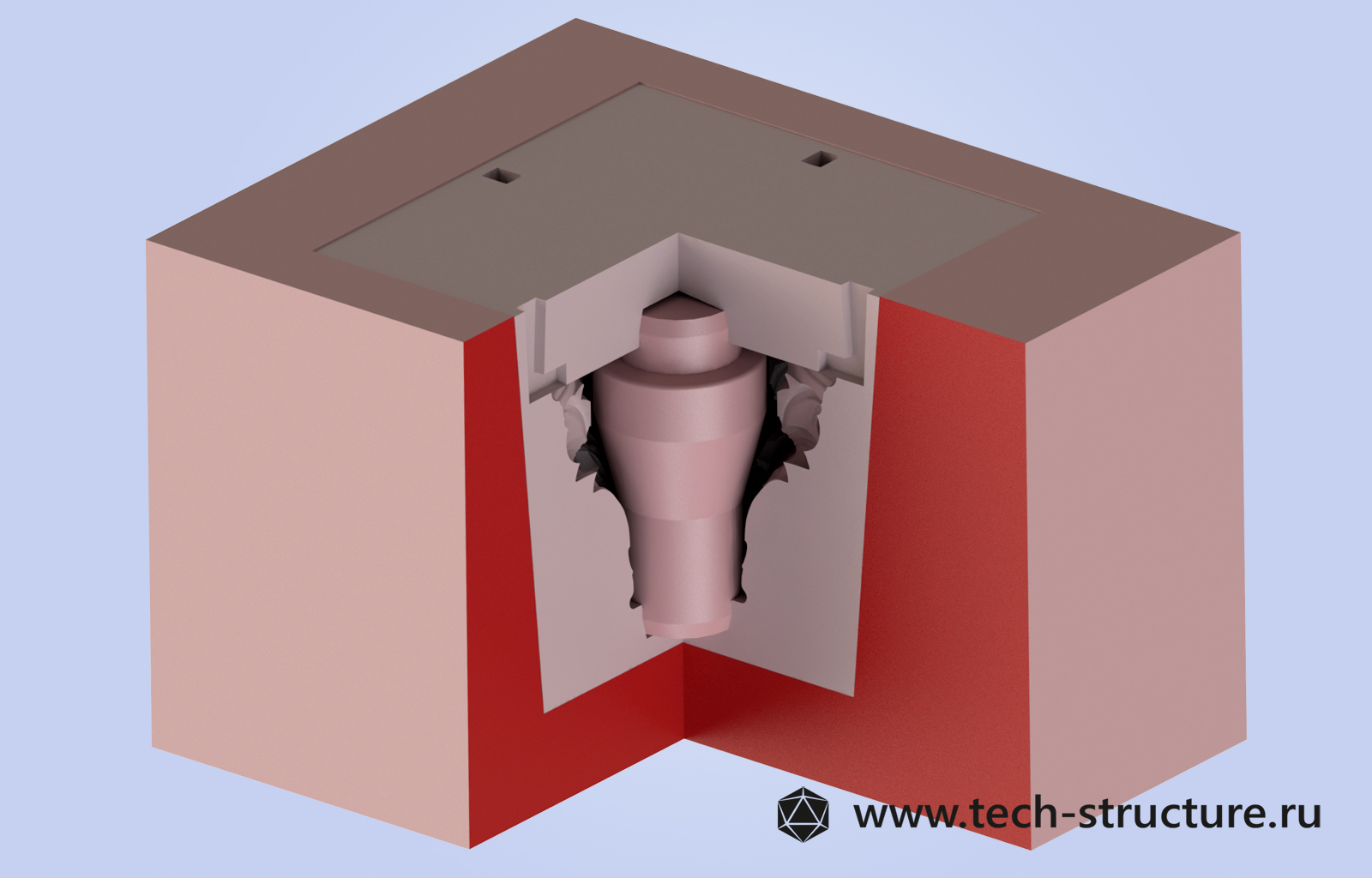
Литейная форма для капители будет изготавливаться в основном из ХТС. Наружный контур будет состоять из четырех частей, не имеющих обратных уклонов, ящик разбирается, а значит не будет проблем с выемкой. Внутренняя поверхность традиционно будет формироваться стержнем. Четыре части наружной поверхности тоже являются стержнями и будут помещаться в пирамиду из земли, в которой будут фиксироваться относительно друг друга и не смогут сместиться. Форма из земли будет изготавливаться на специально изготовленной оснастке.
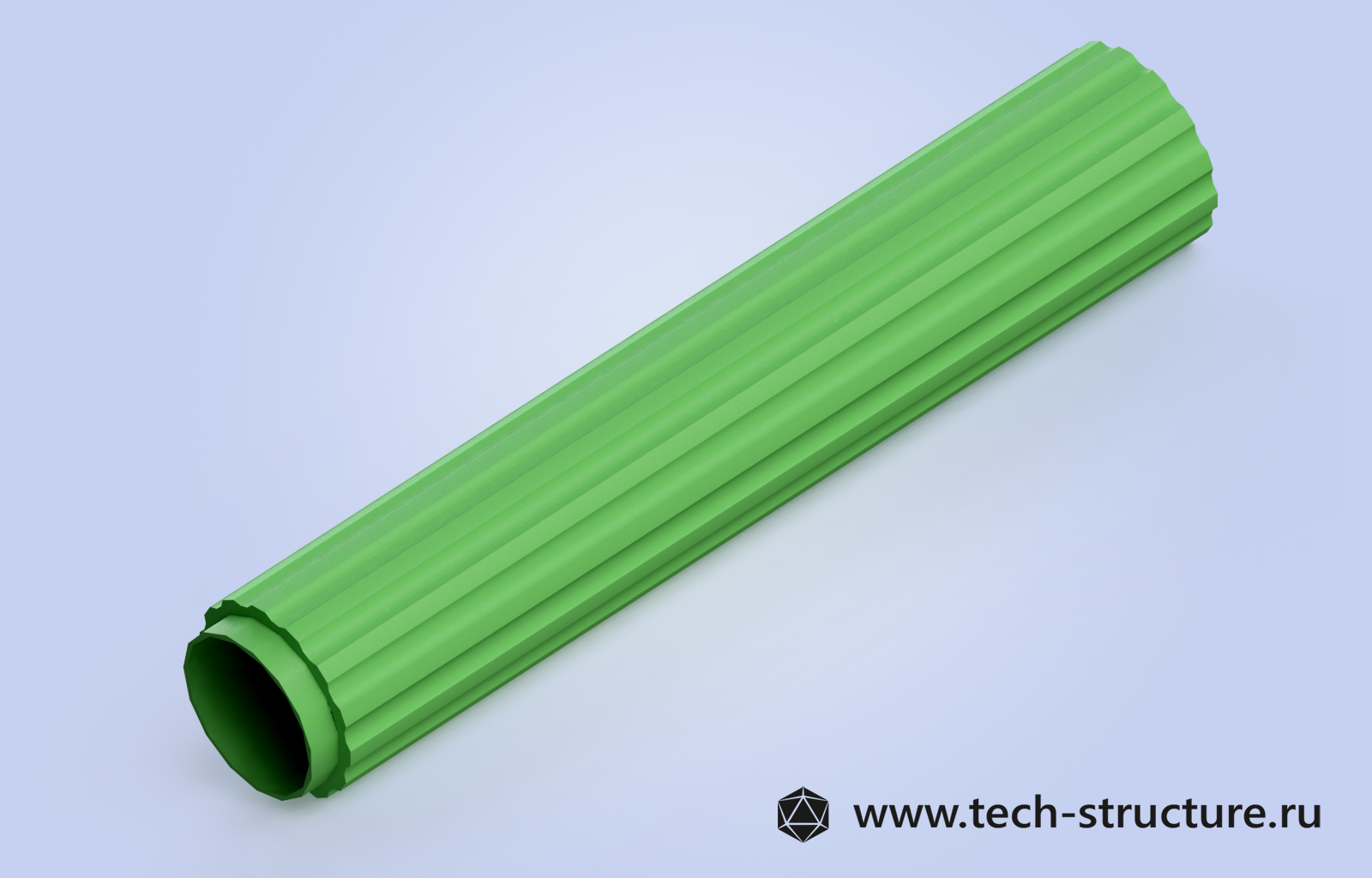
Форма для литья столба будет формироваться подобно капители. Она состоит из 4 стержней в полуформе. Наружная поверхность формируется с помощью стержней, а внутренняя – труба, на которую будут осуществляться отливка. Отливка и труба будут составлять одно целое и монтироваться одна к другой. Стержни конусно укладываются в полуформу из земли. Четыре стержня будут изготавливаться на трех формах.
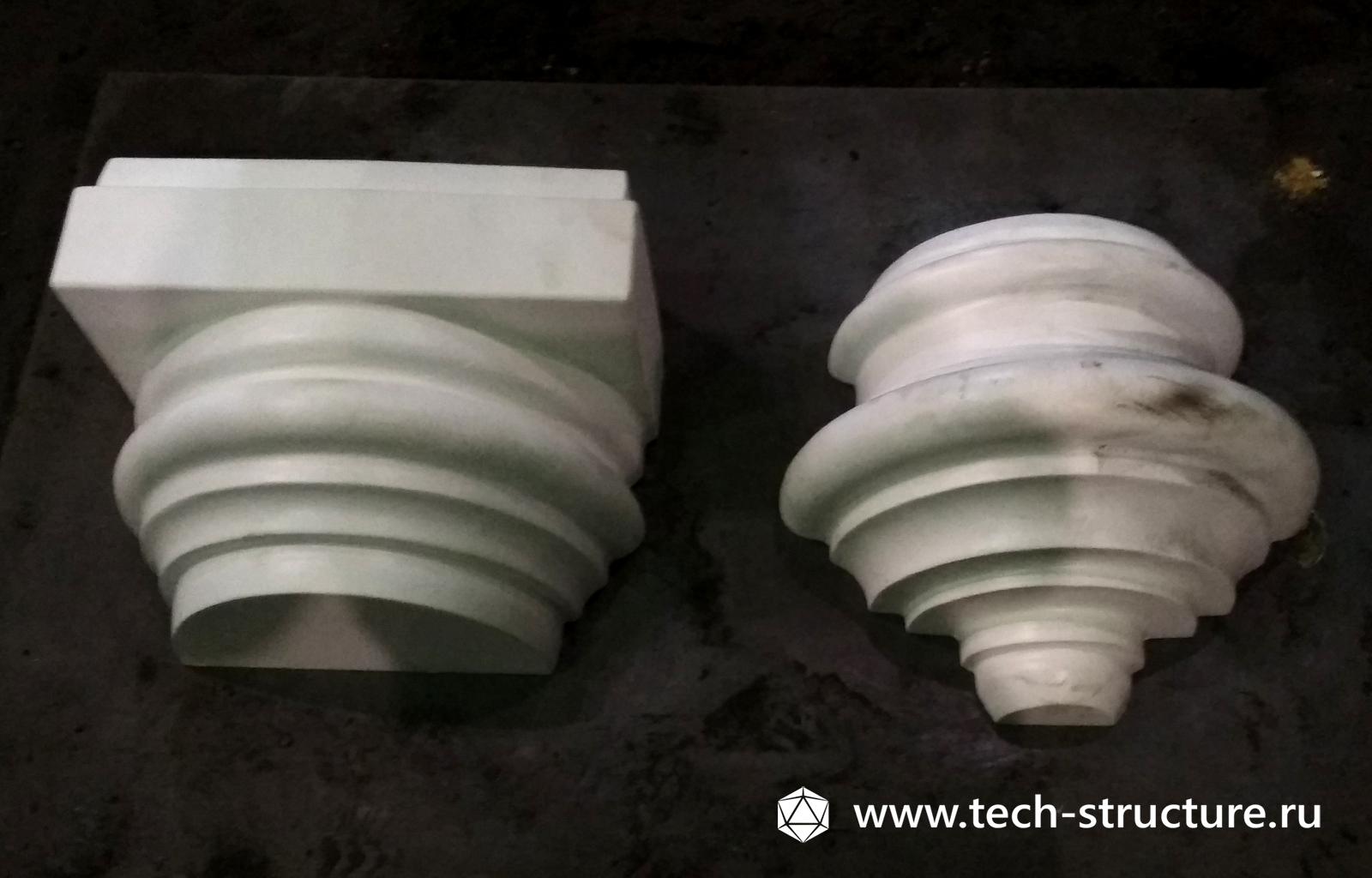
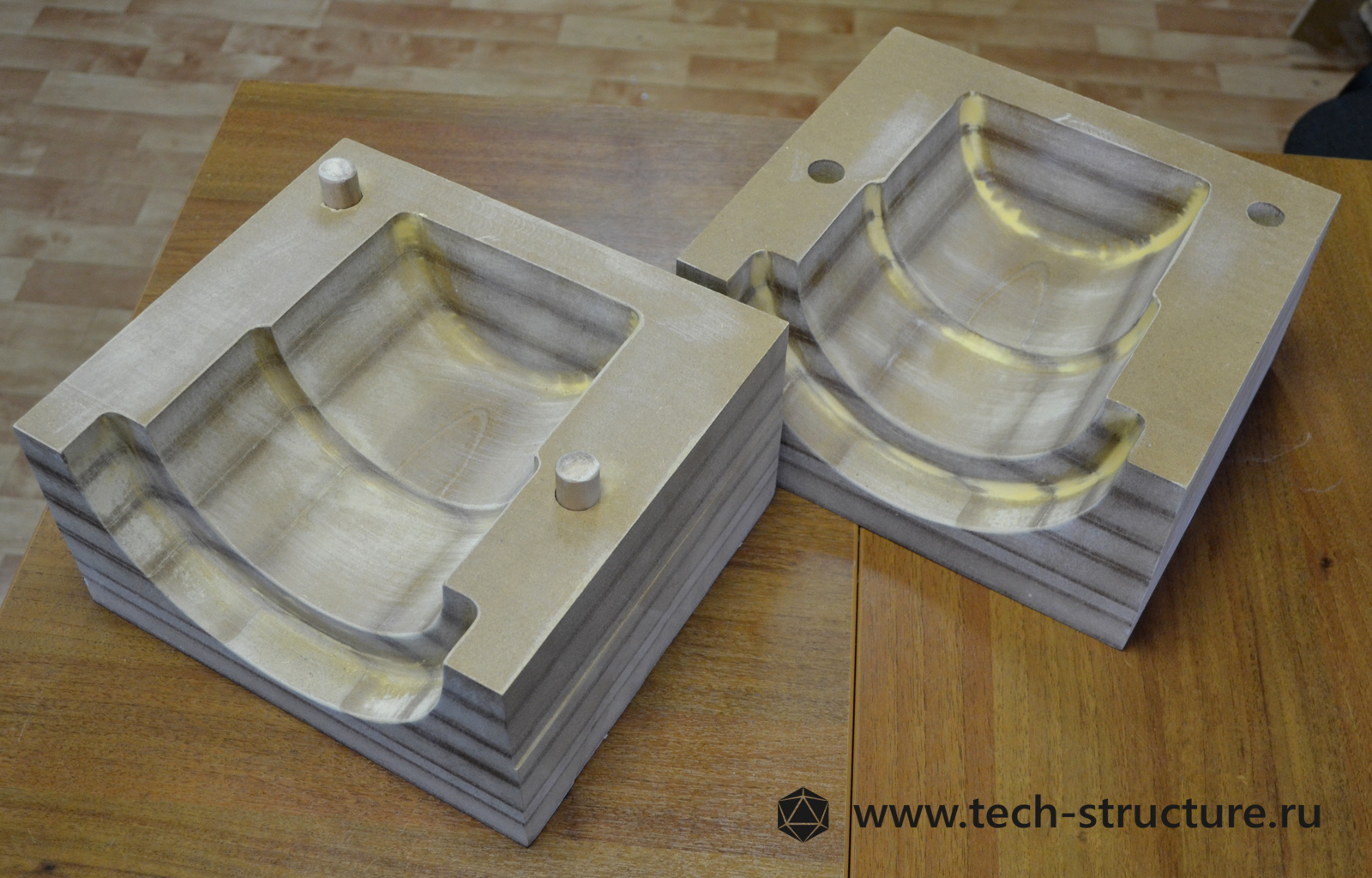
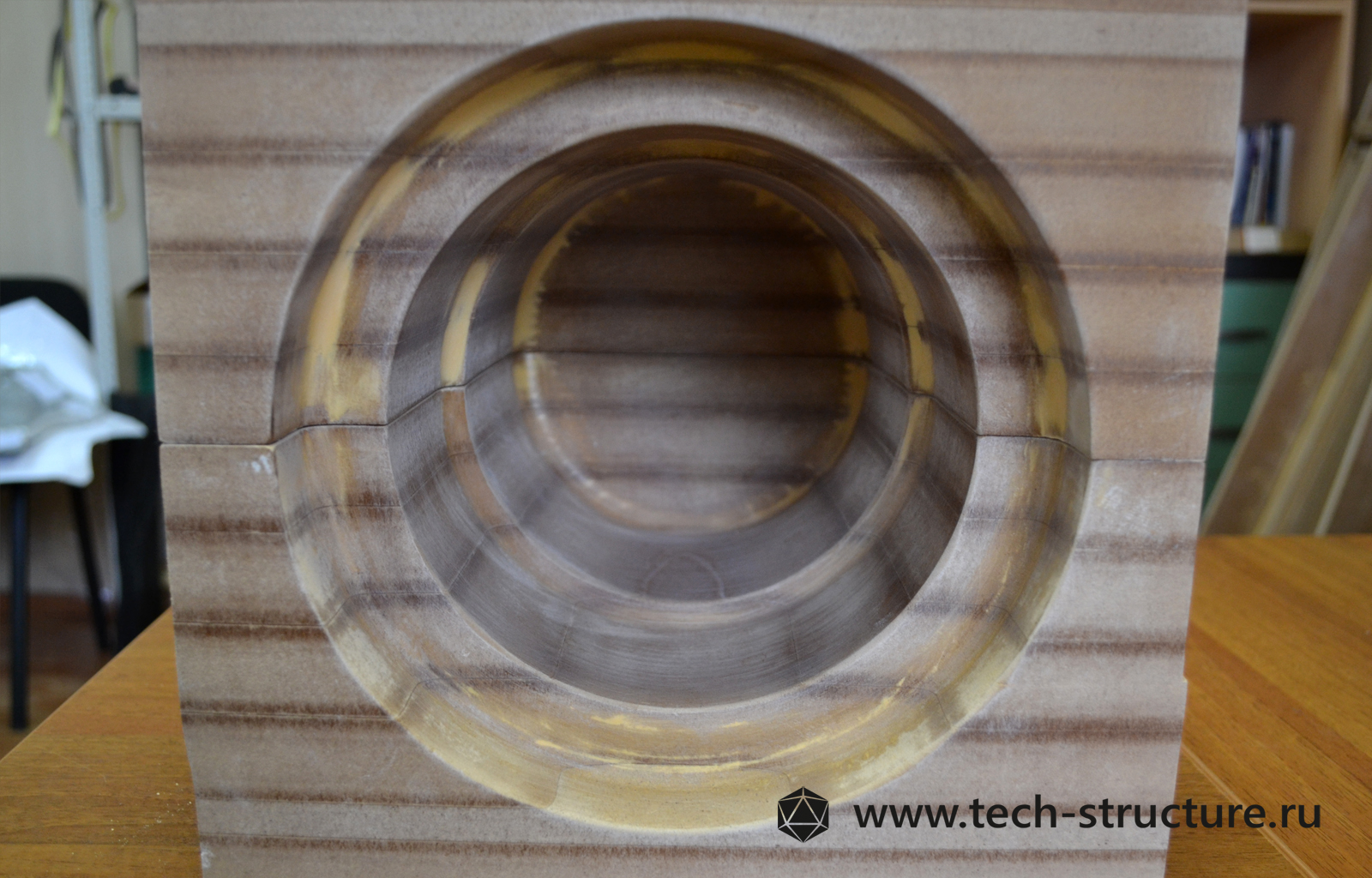
Оснастка отфрезерована на ЧПУ, ошкурена, покрыта грунтом-изолятором и окрашена.



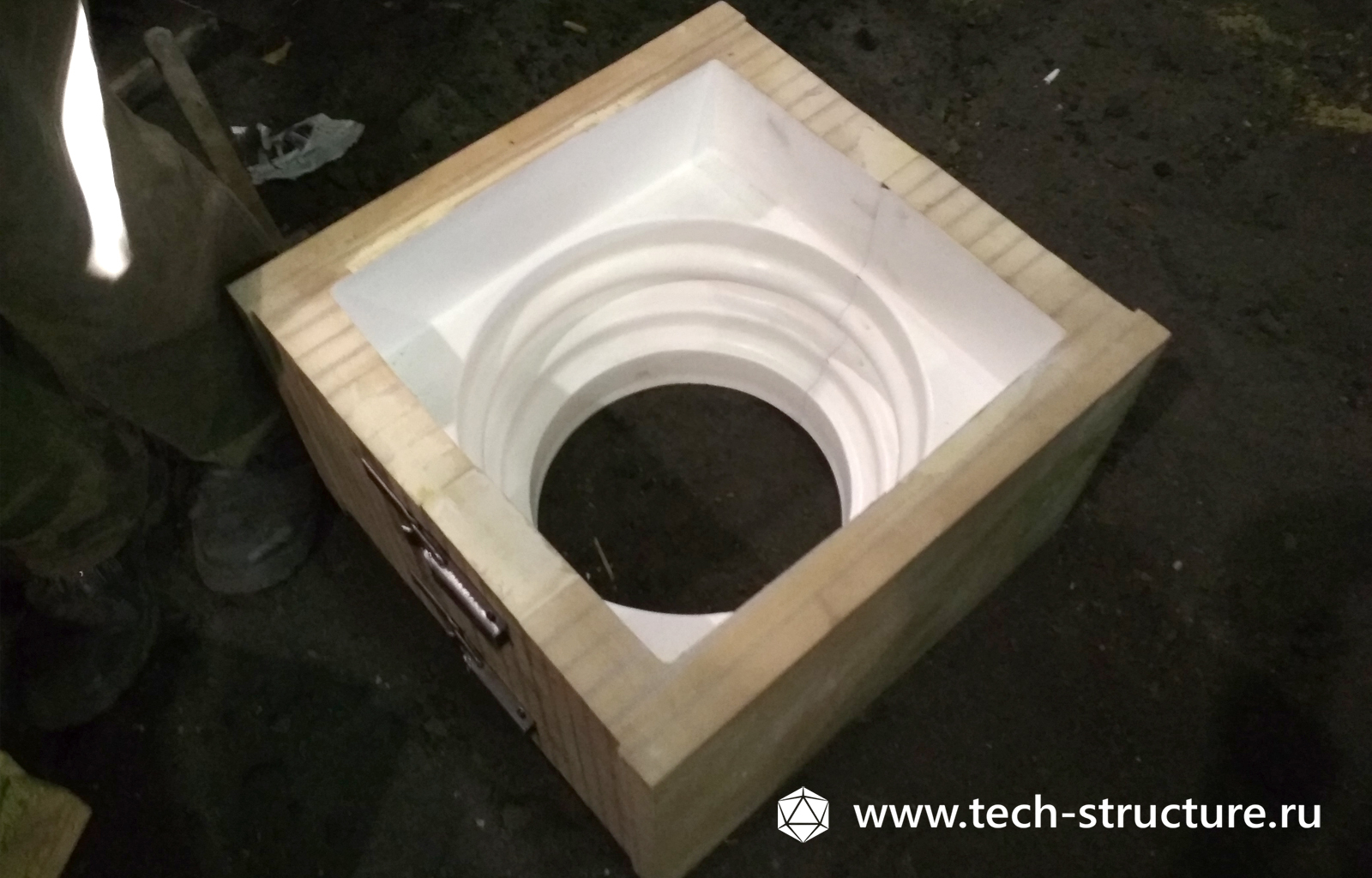
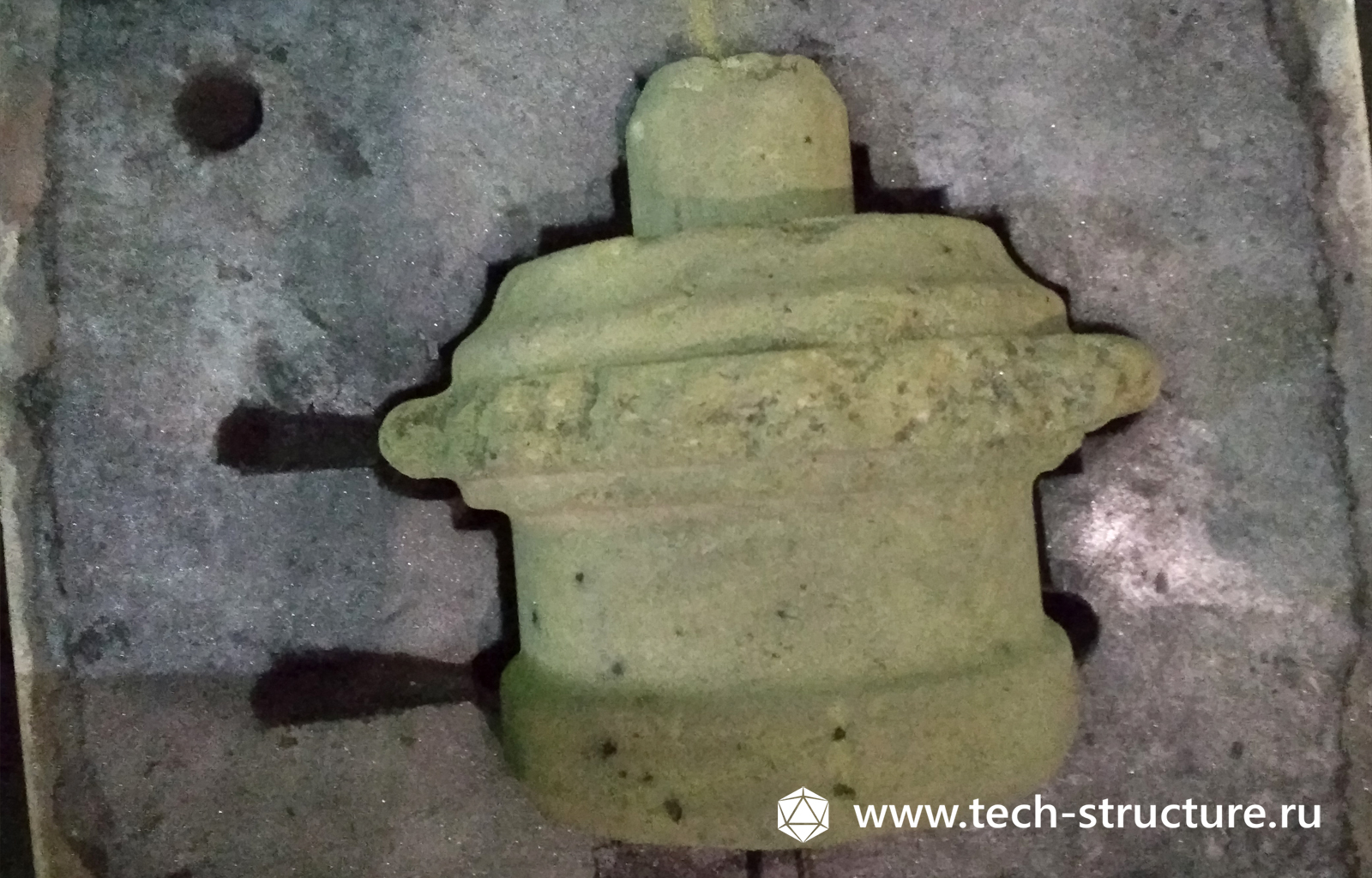
Оснастка для литья передана в цех для изготовления форм и отливки.
На фото представлен процесс заполнения форм землей, изготовления стержней из ХТС. Полуформы устанавливаются в опоку, наносится разделительный состав на основе графита, заполняется землей и утрамбовывается. После этого модельная оснастка достаётся из формы.